


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Non-delamination drilling method based on drilling force control for carbon fiber reinforced polymer (CFRP) laminate
A technology of reinforced composite materials and drilling methods, applied in the field of mechanical processing, can solve the problems of large dependence on original data, large influence of human factors, large errors, etc., to avoid delamination damage defects, reduce production costs, and reduce product scrapping Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment
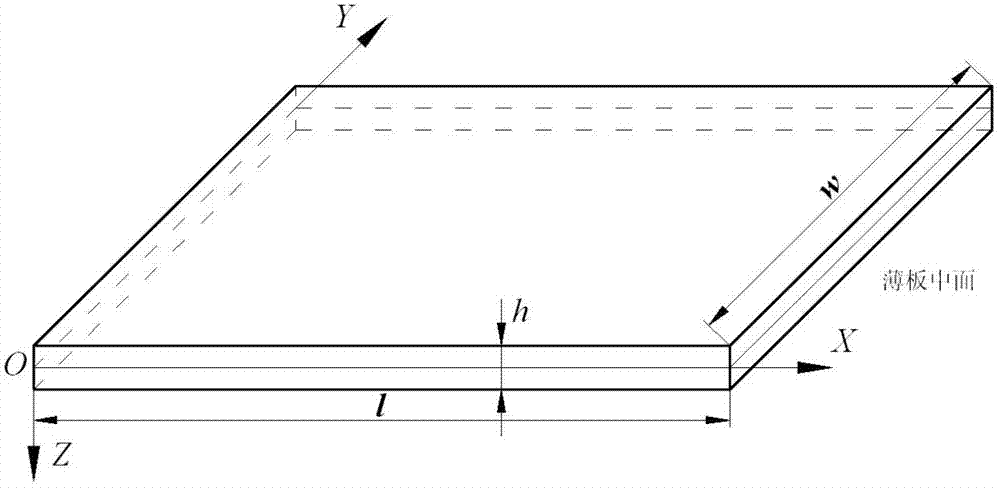
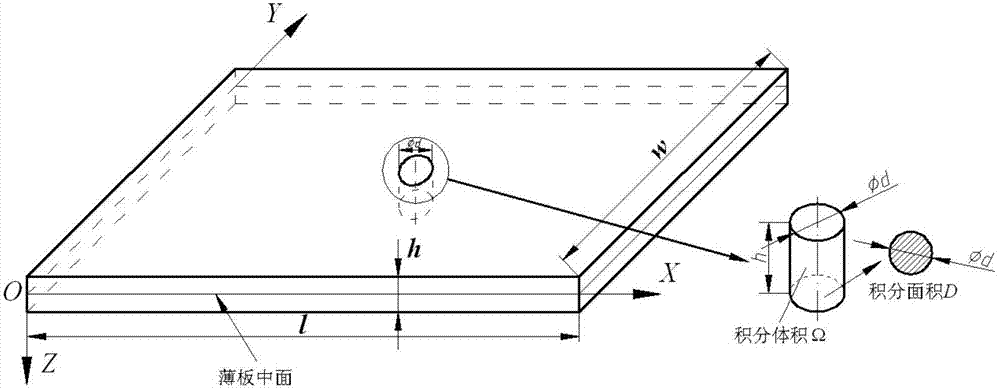
[0050] In this example, a cemented carbide twist drill with a diameter of 4.9 mm is used to drill and process T300 / 250F CFRP laminates. The determination of the critical thrust of the drilling layer includes the following steps, please refer to figure 1 , figure 2 with image 3 :
[0051] In the first step, when the drill bit is drilling the CFRP laminate, at the moment when the material is about to delaminate, the drilling axial force does work along the deflection direction of the CFRP laminate, and part of it is used to overcome the bending deformation of the CFRP laminate and convert it into The other part of the bending potential energy inside the matrix is converted into the surface energy required for the propagation of delamination cracks in the plate. When the strain energy (the difference between the work done by the drilling axial force along the deflection direction of the CFRP laminate and the bending potential energy of the CFRP laminate) is exactly equal to...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com