


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Precision casting method for casting-channel-free rotational molding of automotive engine flywheel
An automobile engine and rotational molding technology, which is applied in the field of metal gravity casting, can solve the problems of large machining allowance of cast products, large investment in molds and equipment, and increased production costs, and achieves reduction in the consumption of casting raw materials and processing man-hours, simplification Mold making process and casting process, effect of machining allowance reduction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
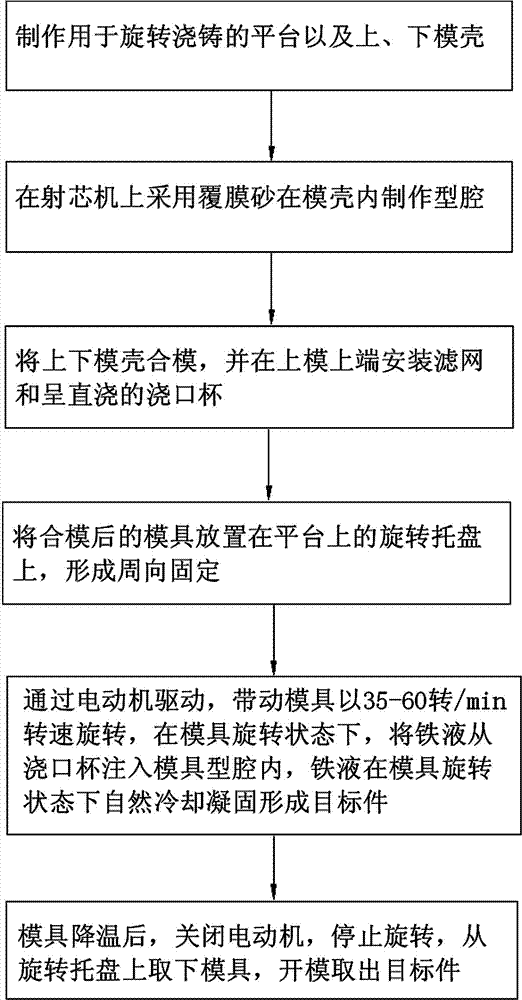
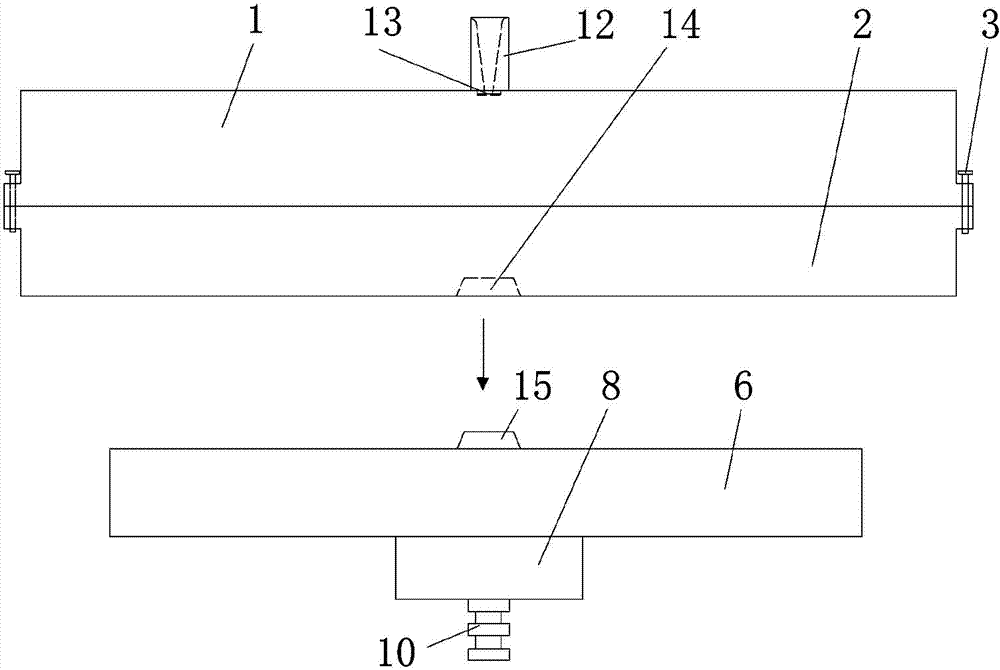
[0023] see Figure 1 to Figure 3 , a precision casting method for sprueless rotational molding of an automobile engine flywheel. Make a platform 4 for rotary casting, the platform 4 is welded and fixed by section steel and steel plate, and a plurality of wheels 16 can be arranged under the platform 4, which can not only support the platform, but also push the platform to move it when needed. Change the workplace. The platform 4 is provided with a rotating tray 6 for supporting the rotation of the mould. The center of the upper end of the rotating tray 6 is provided with a centering boss 15 which fixes the mold circumferentially. The centering boss 15 is a trapezoidal boss with a rectangular cross section. The rotary tray 6 is connected with the driving motor 5 through a belt transmission device, and the rotation of the rotary tray 6 is driven by the motor 5 . In order to improve work efficiency, several rotating trays 6 for supporting the rotation of the mold can be arranged...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com