


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for direct production of core in narrow groove and blind hole of wax mould
A wax mold and blind hole technology, applied in the direction of core, mold, mold composition, etc., can solve problems such as complex casting process, and achieve the effect of broad prospects, short production cycle and considerable economic benefits
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
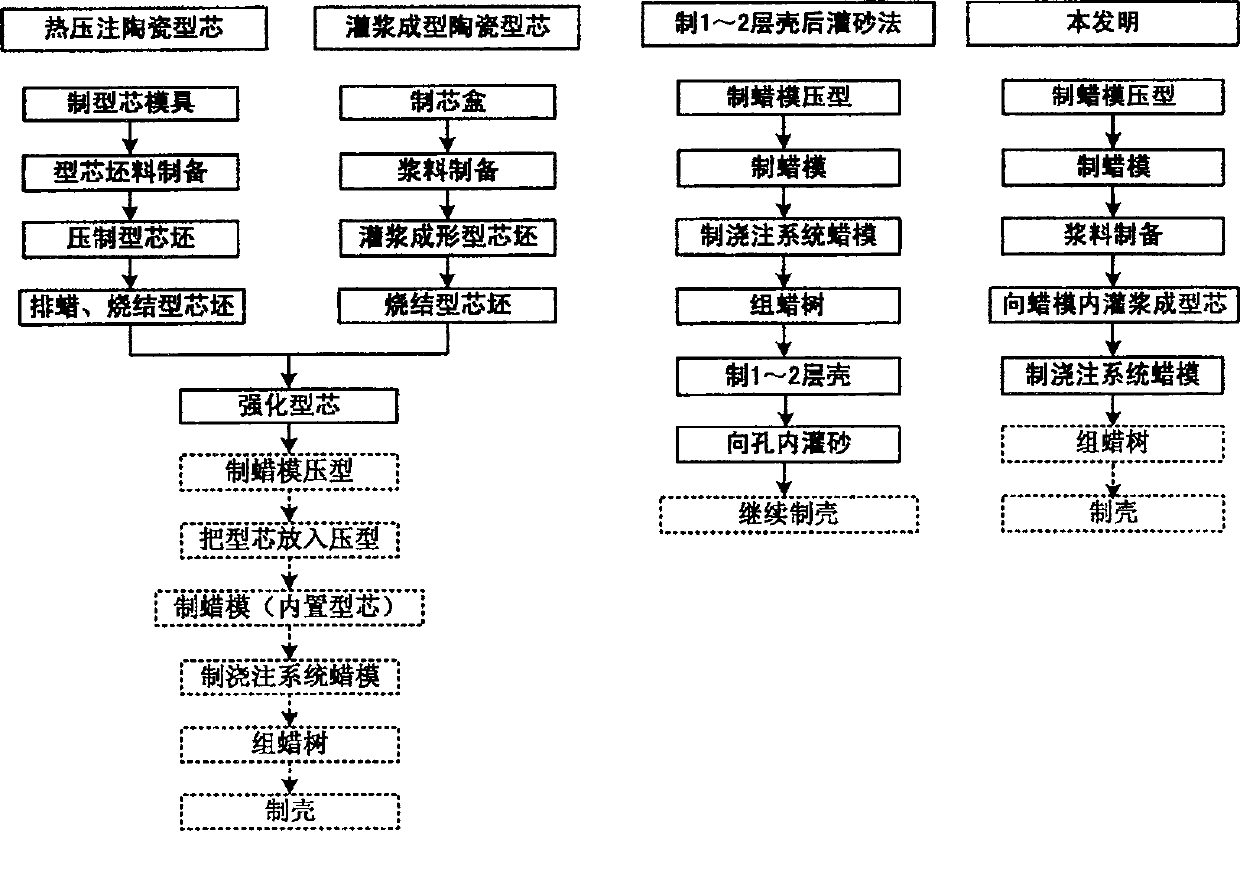
[0106] A method for directly manufacturing cores in narrow grooves and blind holes of wax patterns, the method comprises the following steps:
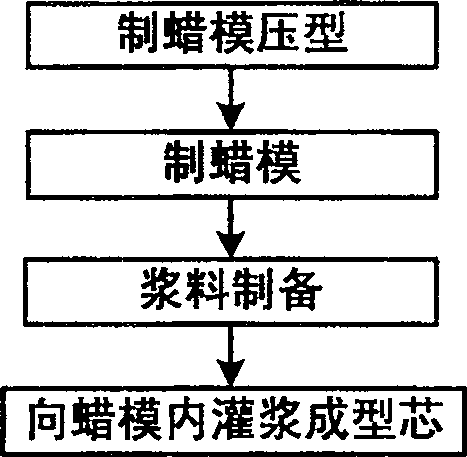
[0107] (1) wax mold pressure type
[0108] According to casting requirements, design and manufacture wax mold pressing;
[0109] (2) Wax mold making
[0110] The wax material is pressed into the wax mold described in step (1) to form a wax mold with deep grooves and blind holes;
[0111] (3) Slurry preparation
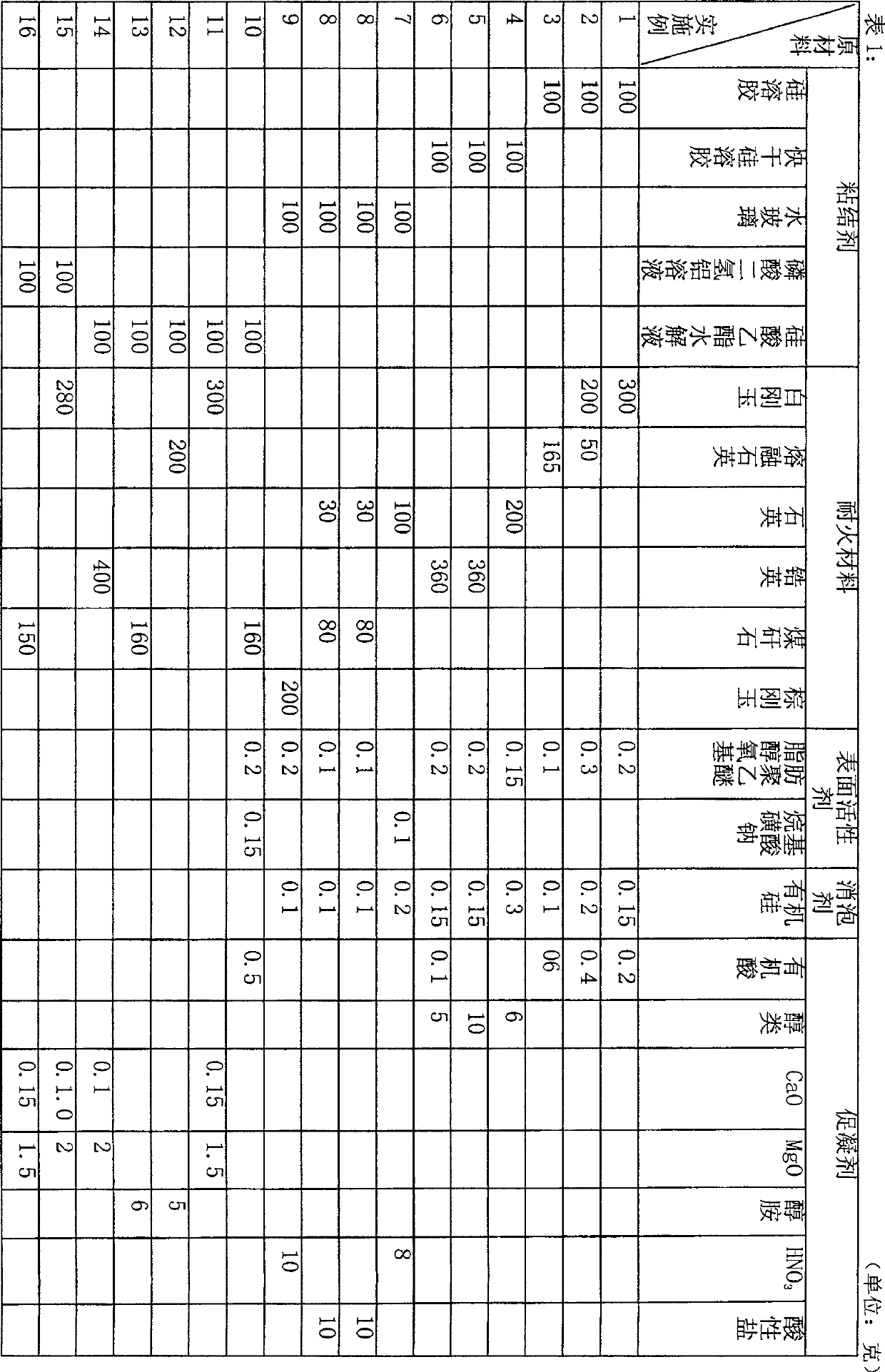
[0112] According to the ratio of each mass unit, add the raw materials and mix them in the order of binder, surfactant, refractory material, defoamer, and coagulant to prepare slurry; the addition amount is: binder silica sol 100g, refractory material fused silica 200g, coagulant organic acid 0.1g, surfactant fatty alcohol polyoxyethyl ether (JFC) 0.3g, defoamer silicone defoamer 0.2g;
[0113] (4) Grouting into the wax mold
[0114] Pour the slurry prepared in step (3) into the deep groove and blind hole of the wax mold p...
Embodiment 2
[0116] A method for directly manufacturing cores in narrow grooves and blind holes of wax patterns, the method comprises the following steps:
[0117] (1) wax mold pressure type
[0118] According to casting requirements, design and manufacture wax mold pressing;
[0119] (2) Wax mold making
[0120] The wax material is pressed into the wax mold described in step (1) to form a wax mold with deep grooves and blind holes;
[0121] (3) Slurry preparation
[0122] According to the ratio of each mass unit, add the raw materials and mix them in the order of binder, surfactant, refractory material, defoamer, and coagulant to prepare slurry; the addition amount is: binder water glass 100g, refractory material quartz 50g , coal gangue 70g, coagulant acid 0.1 g, surfactant fatty alcohol polyoxyethyl ether (JFC) 0.2g, defoamer silicone defoamer 0.3g
[0123] (4) Grouting into the wax mold
[0124] Pour the slurry prepared in step (3) into the deep groove and blind hole of the wax m...
Embodiment 3
[0126] A method for directly manufacturing cores in narrow grooves and blind holes of wax patterns, the method comprises the following steps:
[0127] (1) wax mold pressure type
[0128] According to casting requirements, design and manufacture wax mold pressing;
[0129] (2) Wax mold making
[0130] The wax material is pressed into the wax mold described in step (1) to form a wax mold with deep grooves and blind holes;
[0131] (3) Slurry preparation
[0132] According to the mass ratio, add the raw materials in order of binder, refractory material and coagulant to prepare slurry; the addition amount is: binder ethyl silicate hydrolyzate 100g, refractory corundum 300g, coagulant alcohol Amine 2g;
[0133] (4) Grouting into the wax mold to make the core
[0134] Pour the slurry prepared in step (3) into the deep groove and blind hole of the wax mold prepared in step (2); after the slurry in the wax mold is solidified, the narrow groove and blind hole of the wax mold are d...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com