Method and apparatus for lengthening a pipe string and installing a pipe string in a borehole
a pipe string and pipe string technology, applied in the direction of wellbore/well accessories, manufacturing tools, etc., can solve the problems of inability to meet the requirements of drilling, completion and production activities, and the practicality of conventional welding of long pipe string suitable for use in connection with drilling, and achieve the effect of preventing unwanted oxidation and preventing oxidation of heated material
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
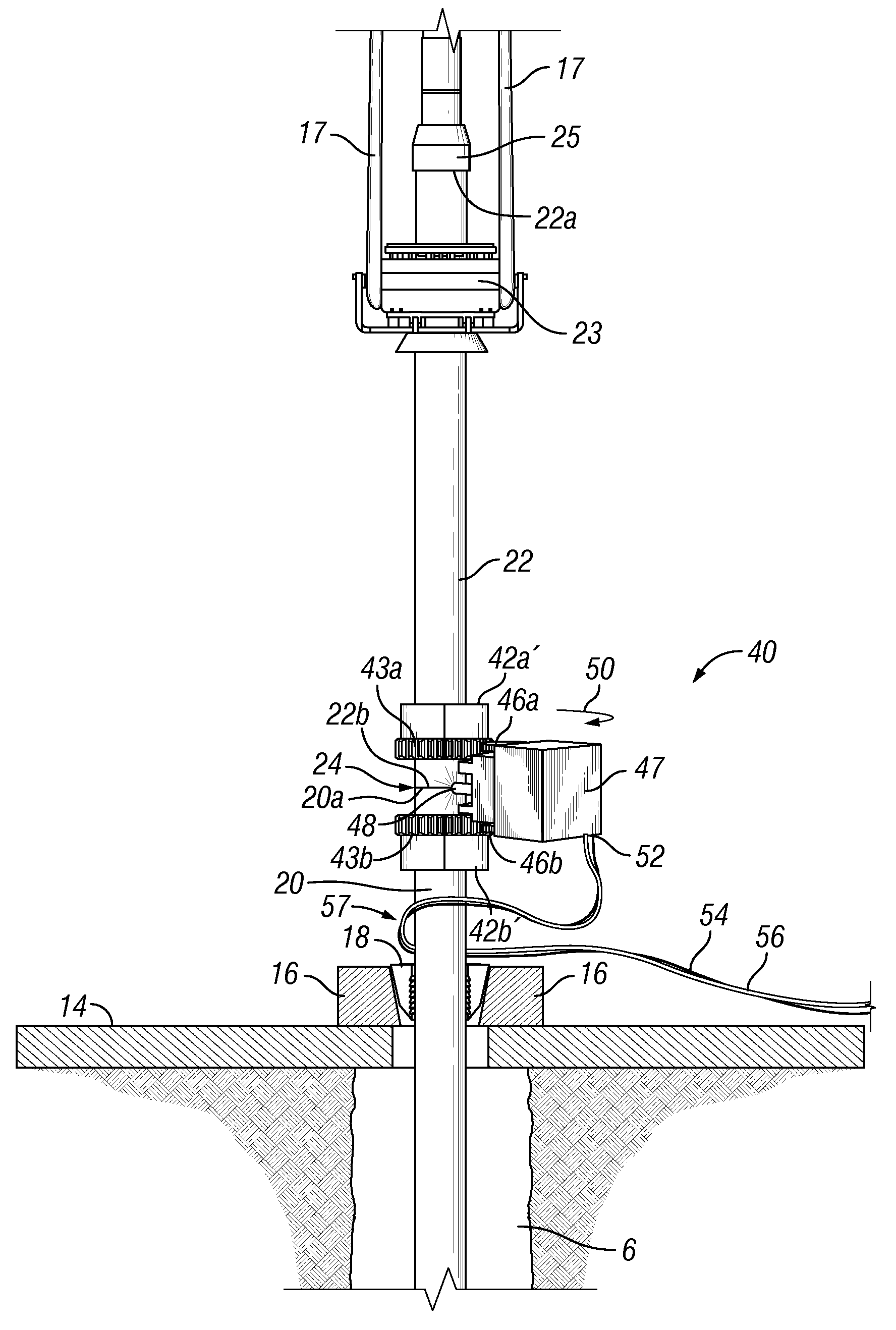
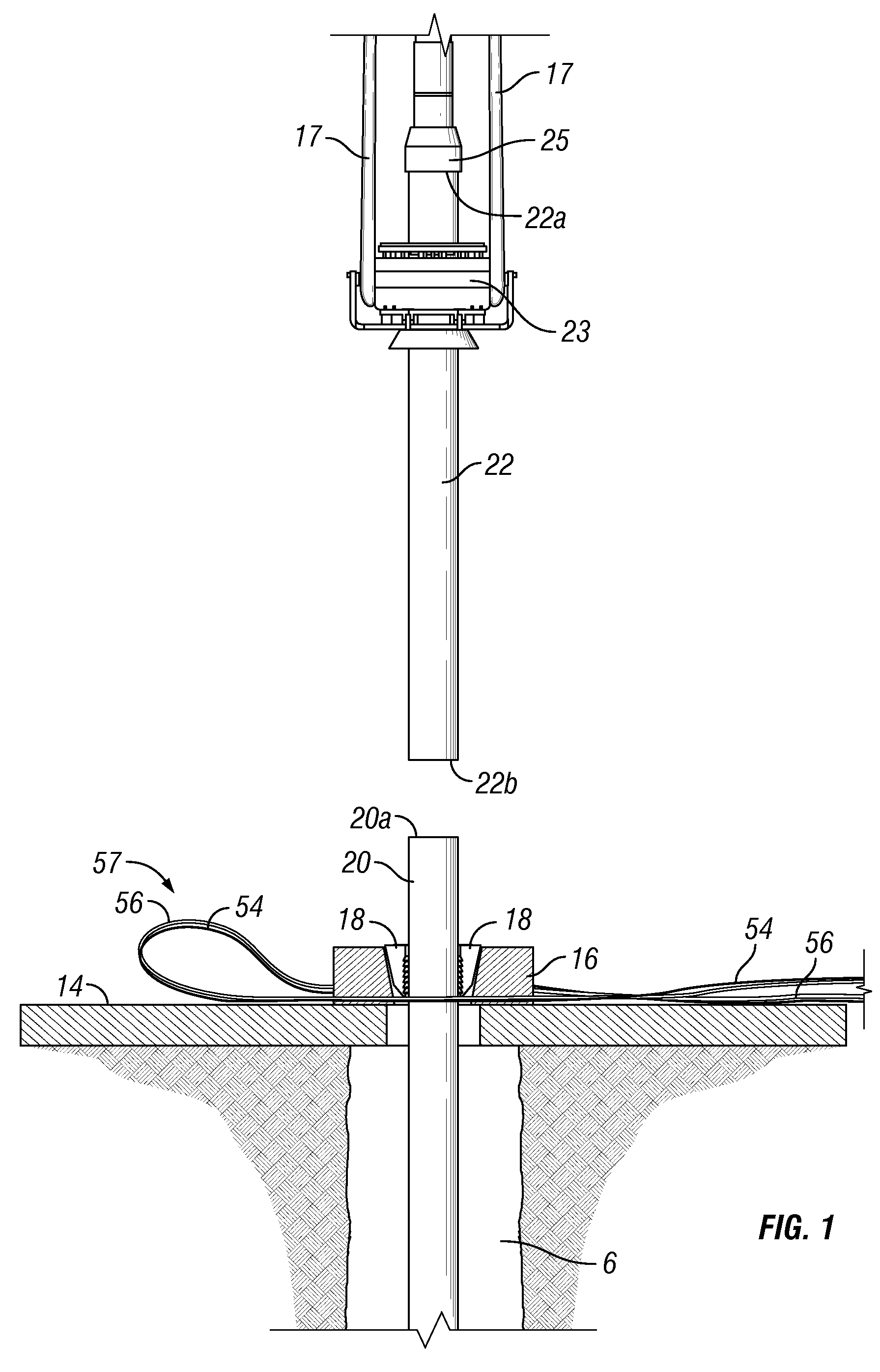
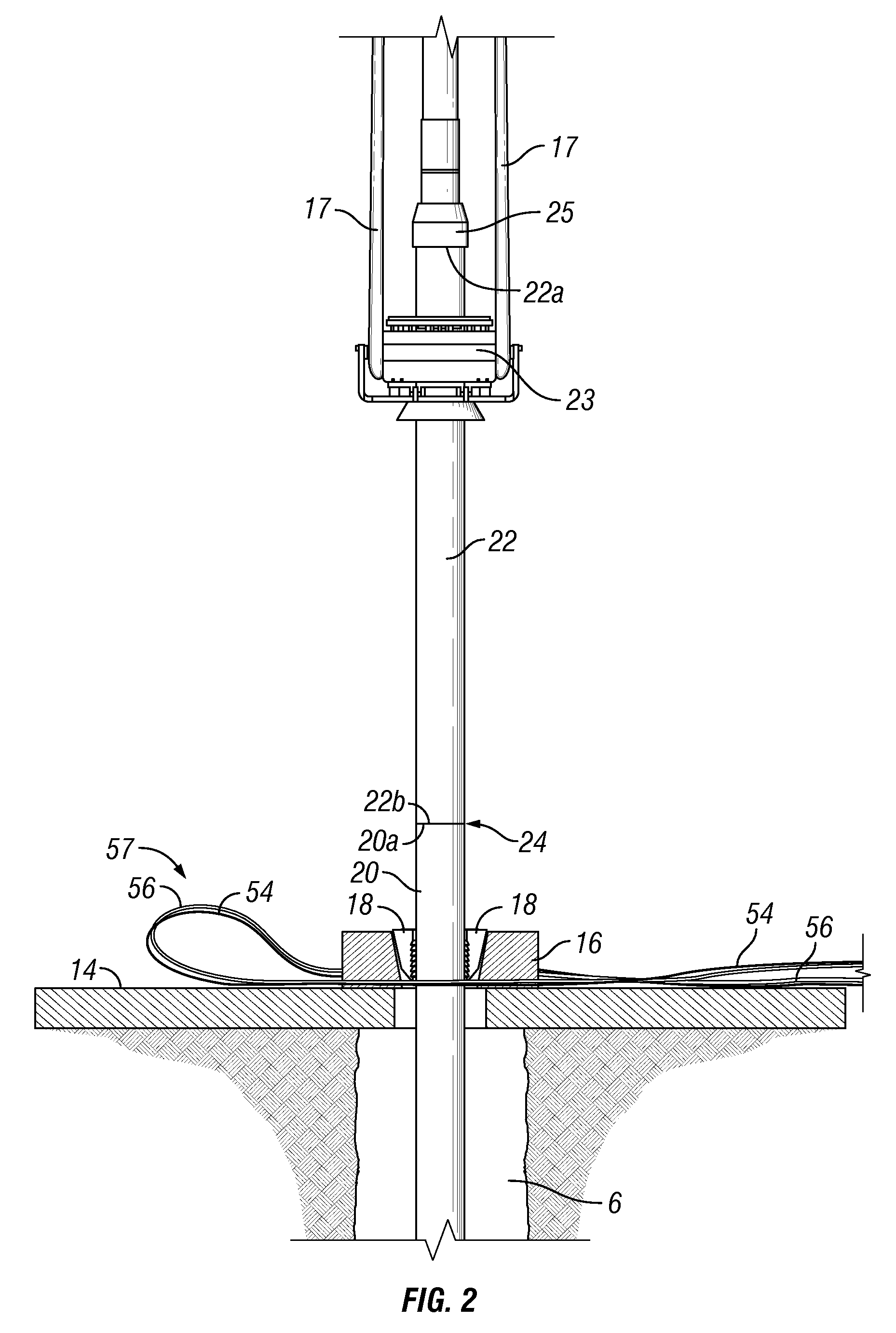
[0042]FIG. 1 is a partial cross-section view of a rig floor 14 supporting a spider 16 having slips 18 that engage and suspend a pipe string 20 within a borehole 6 beneath a generally linear pipe segment 22 that is suspended over the rig floor by an externally-gripping elevator 23. Power bundle 57, having a first portion 56 (that crosses in front of the spider 16 that is shown in cross-section) and a second portion 54, is shown generally circumscribing the pipe string 20. The string elevator 23 is suspended from a block (not shown in FIG. 1) using bails 17, and the string elevator 23 may be controllably raised and lowered using a drawworks (not shown in FIG. 1) that supports the block. The pipe segment 22 has an upper end 22a positioned above the string elevator 23 and a lower end 22b disposed toward the rig floor 14. The pipe segment 22 is generally positionable using the drawworks and the string elevator 23 for being abutted or nearly abutted against the proximal end 20a of the pip...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com