Ribbon bonding tool and process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
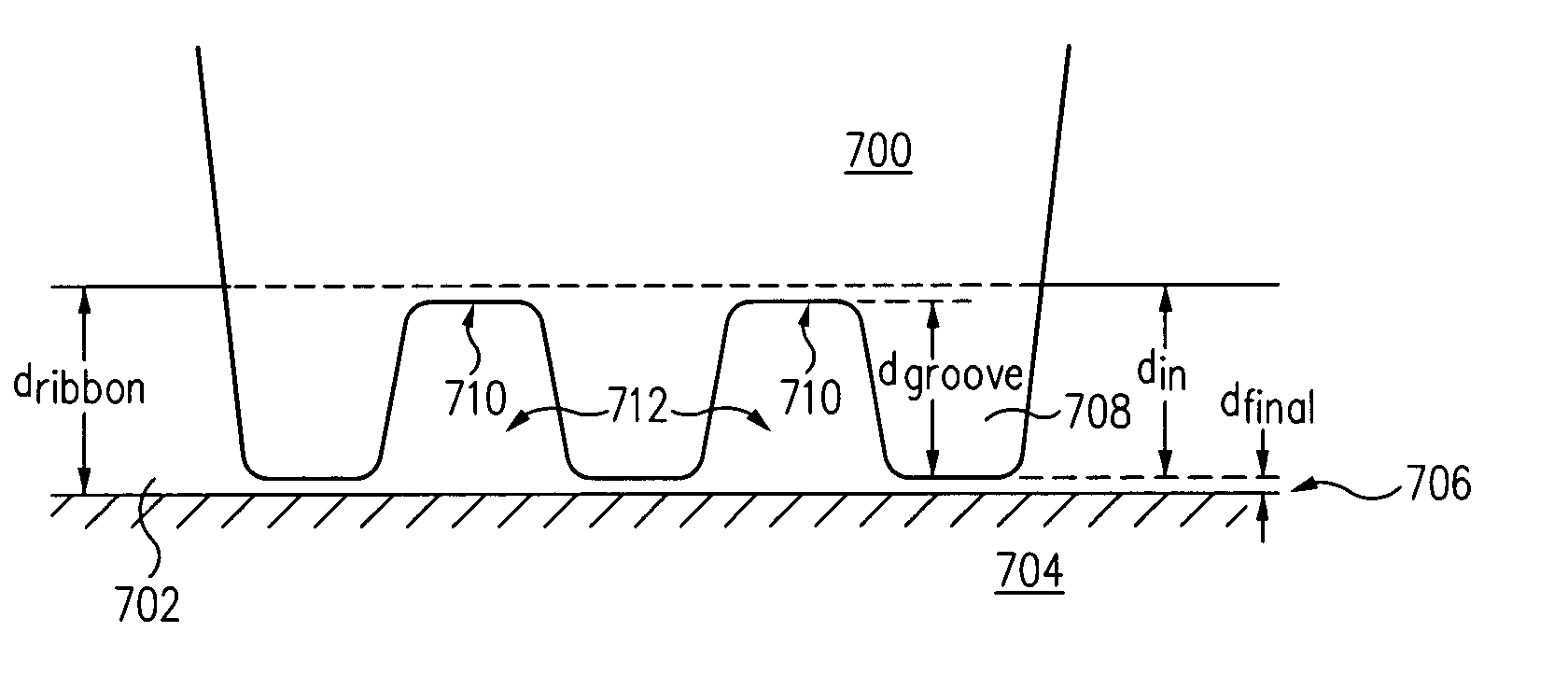
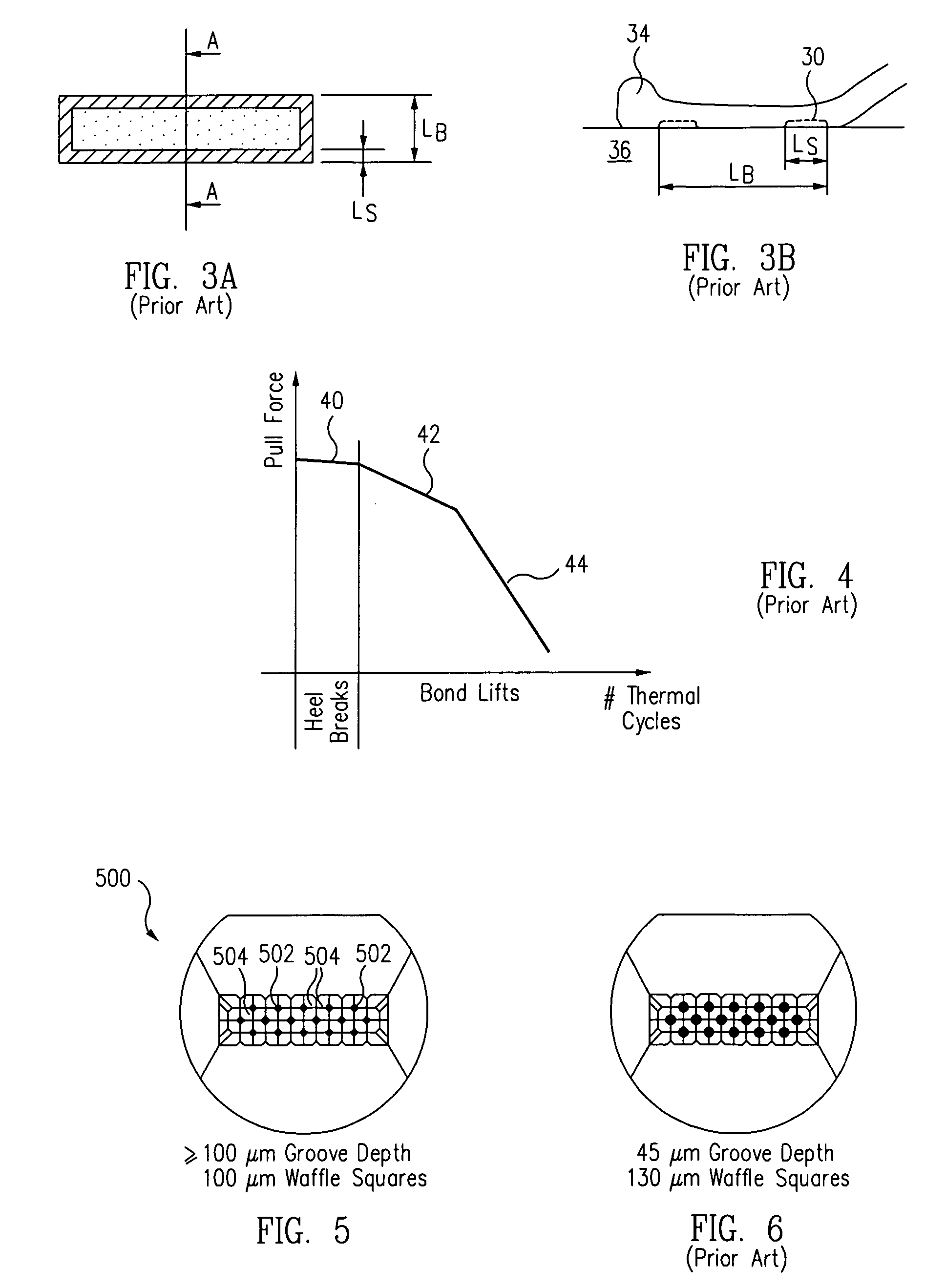
[0037] According to one aspect of the present invention, a bonding tool for ultrasonic bonding comprises a bond foot having deeper grooves and narrower or thinner teeth or protrusions, as compared with conventional waffle tools. FIG. 5 is a bottom view of a bonding tool 500 according to one embodiment. Bonding tool 500 includes a plurality of teeth or protrusions 502 and a plurality of grooves 504 between teeth 502. In one embodiment, the depth of grooves 504 (or the length of teeth 502) is approximately greater than 100 μm, and the width of teeth 502 is approximately 100 μm. This allows more effective ribbon bonding by bringing the teeth closer to the bond interface before the bond tool contacts the remaining portions of the ribbon, as will be discussed in more detail below. Conventional waffle bonding tools, such as that shown in FIG. 6, have shallower grooves (or shorter teeth) (e.g., 45 μm) and larger teeth (e.g., 130 μm). Thus, an exemplary bonding tool of the present invention...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com