


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Metal surface nanolizing method of supersonic wave high-energy surface machinery processing
A mechanical processing and metal surface technology, which is applied in the field of nano-coated metal parts, can solve the problems of unsatisfactory uniformity of the surface nano-crystalline layer, thin surface finish of the surface nano-layer, difficulty in recycling and reusing hard particles, etc. , to achieve the effect of good comprehensive mechanical properties, good combination and high strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0053] Embodiment 1: Aluminum alloy plate, the surface to be treated is a rectangular plane.
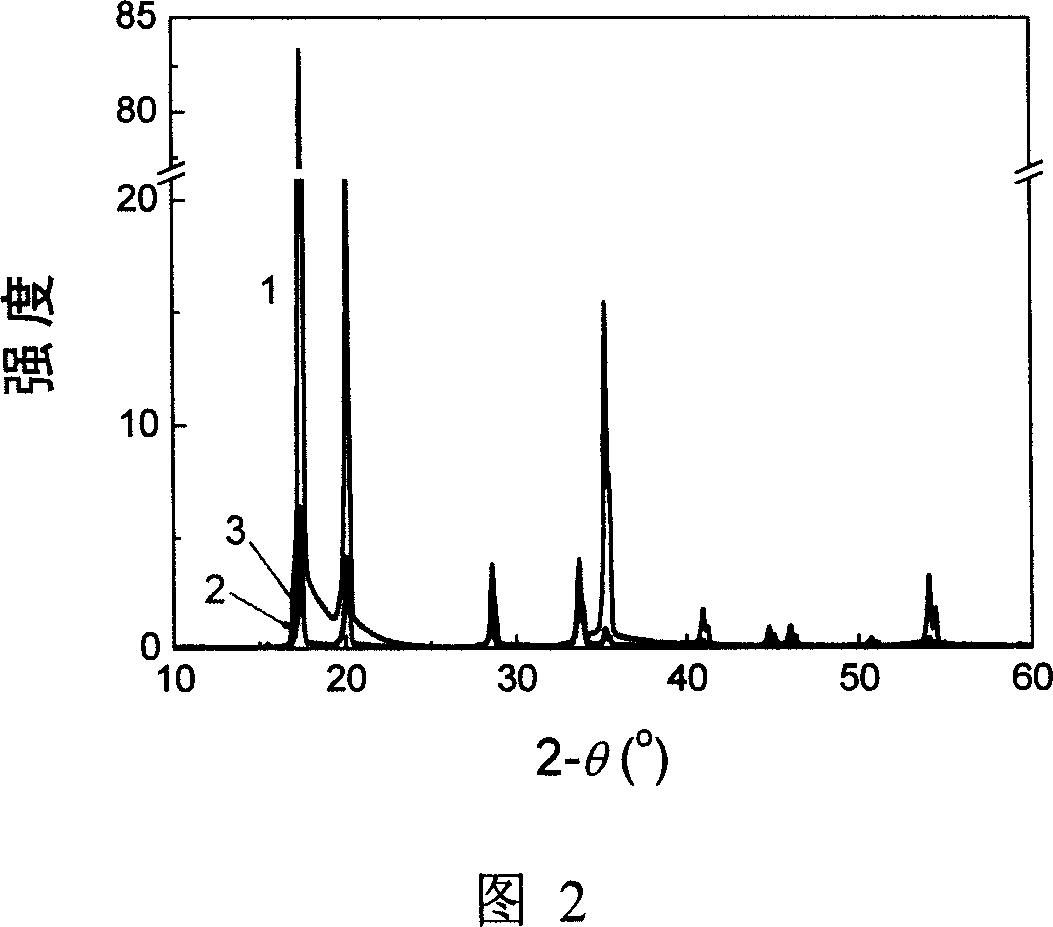
[0054] After conventional mechanical processing, the aluminum alloy plate is fixed on the stand and remains still. The ultrasonic high-energy surface machining device is an outsourced part (the same below). The ultrasonic transducer of the device is installed on the manipulator, and the spherical punch of the transducer is perpendicular to the surface to be processed and performs two-dimensional reciprocating linear motion until all the surfaces to be processed are processed once. The specific process parameters are listed in Table 1.
[0055] Calculated by X-ray measurement (Figure 2) and Scherrer equation (Scherrer-Wilson equation) [X-rayDiffraction Procedures for Polycrystalline and Amorphous Materials, 2nd Ed., New York: Wiley, (1974) 662], the surface after surface nano-treatment The average grain size of the layer (about 5 μm deep) is also listed in Table 1, and the depth of ...
Embodiment 2
[0056] Embodiment 2: An aluminum alloy disc of Φ300mm, the surface to be treated is the disc surface (plane).
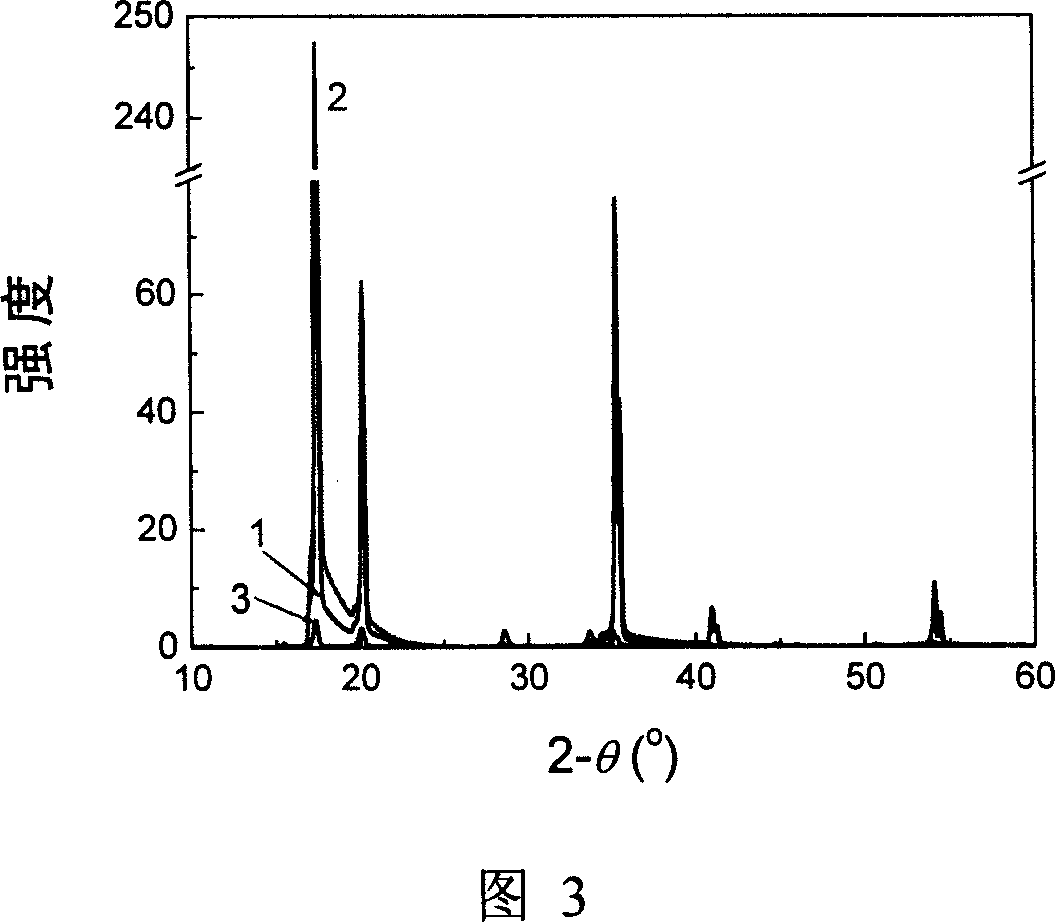
[0057] The aluminum alloy plate is fixed horizontally on the stand after conventional machining. The transducer of the ultrasonic high-energy surface machining device is fixed on the manipulator, and the spherical punch is perpendicular to the surface to be processed and performs reciprocating linear motion until all the surfaces to be processed are processed twice. The specific process parameters are listed in Table 1, in which the amplitude of the punch is controlled between 25-30 μm and 5-10 μm in the first pass and the second pass, respectively, and the moving linear speed of the manipulator is between 70-90 mm / min. Between and 40 ~ 50mm / min.
[0058] Through X-ray measurement (Figure 3) and Scherrer-Wilson equation calculation, the average grain size of the surface layer (about 5 μm deep) after surface nano-treatment is listed in Table 1, and the depth of the n...
Embodiment 3
[0059] Example 3: A 40Cr steel shaft with a diameter of Φ25mm, the surface to be treated is the cylindrical surface of the shaft.
[0060] After quenching and tempering (quenching + high temperature tempering) and conventional mechanical processing, the 40Cr steel shaft is clamped on a high-speed rotary device for rotational movement. The transducer of the ultrasonic high-energy surface machining device is fixed on the manipulator, and the punch is perpendicular to the cylindrical surface to be processed and moves linearly along the axis until all the surfaces to be processed are processed once. The specific process parameters and the average grain size of the surface layer after surface nano-treatment are listed in Table 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com