Pre-forming device in hollow structure high-pressure forming process
An internal high pressure forming, hollow structure technology, used in forming tools, metal processing equipment, manufacturing tools, etc., can solve problems such as uneven deformation, scrap, flash defects, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
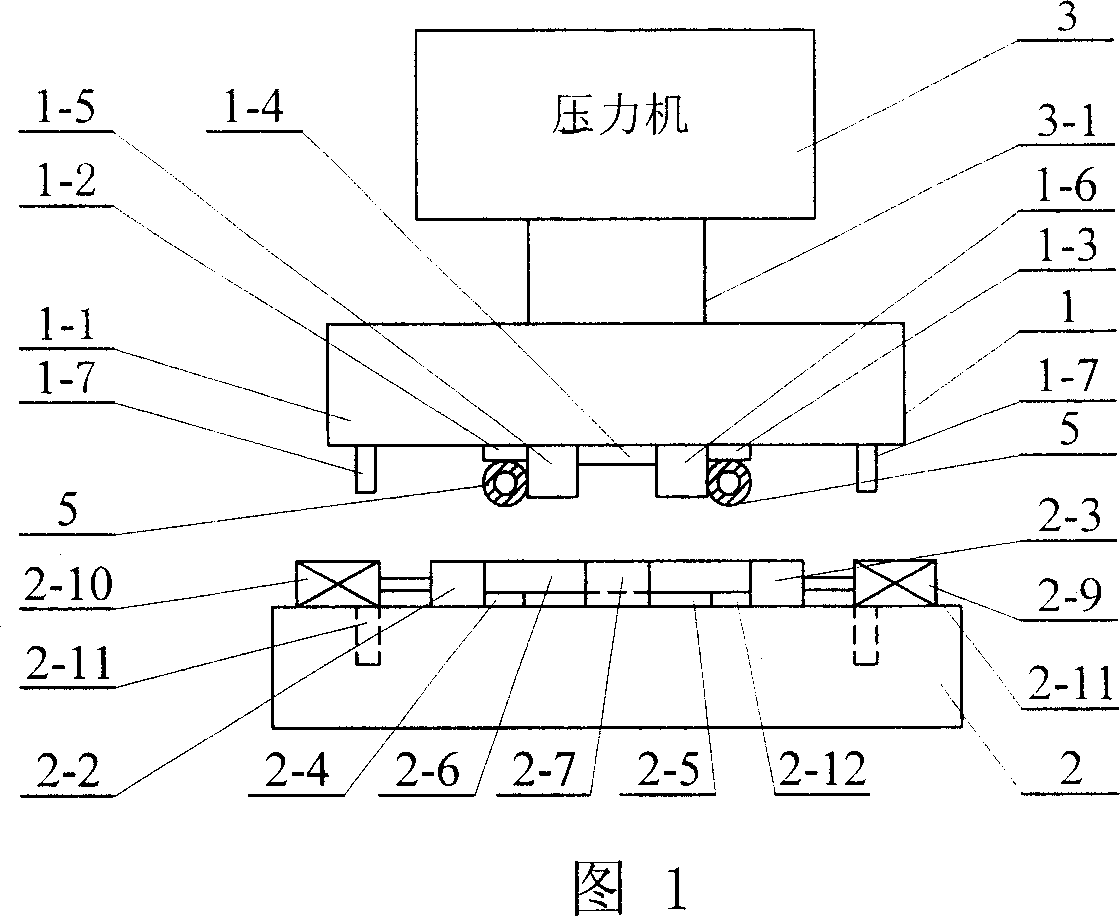
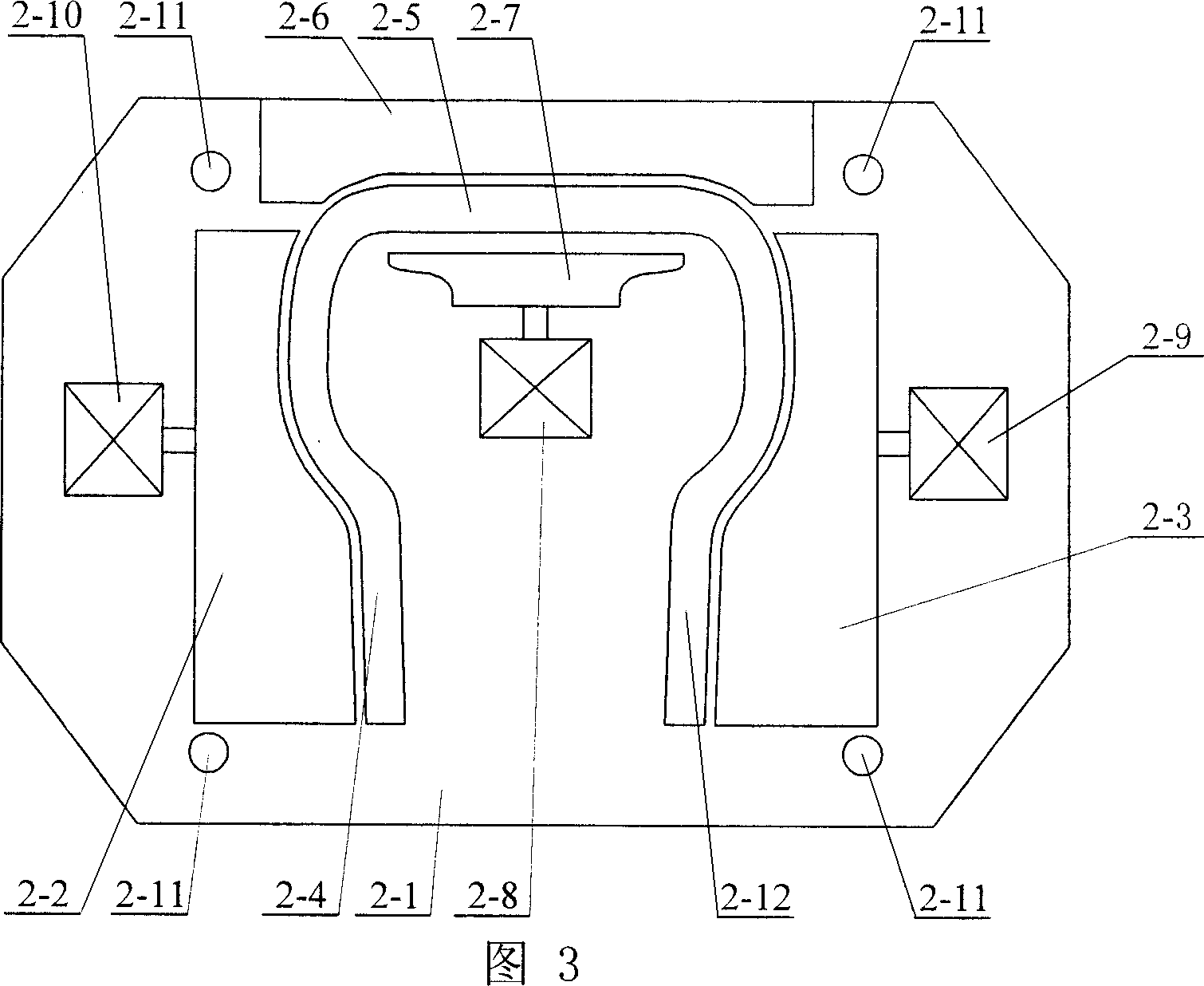
[0005] Specific Embodiment 1: The present embodiment will be specifically described below with reference to FIG. 1 to FIG. 6 . It consists of an upper die 1, a lower die 2 and a press 3. The upper top surface of the upper die 1 is fixedly connected to the lower end of the pressure head 3-1 of the press 3. The lower die 2 is arranged below the upper die 1. The upper die 1 Consists of the upper mold bottom plate 1-1, the upper module of the left arm 1-2, the upper module of the right arm 1-3, the upper module of the forearm 1-4, the upper inner module of the left arm 1-5, and the upper inner module of the right arm 1- 6 and guide columns 1-7, the elongated left-arm upper-side inner module 1-5 and right-arm upper-side inner module 1-6 are respectively distributed on the left half of the lower surface of the upper mold bottom plate 1-1 in the front and rear direction And on the right half, the module 1-2 on the left arm is fixed on the lower surface of the upper mold bottom plate ...
specific Embodiment approach 2
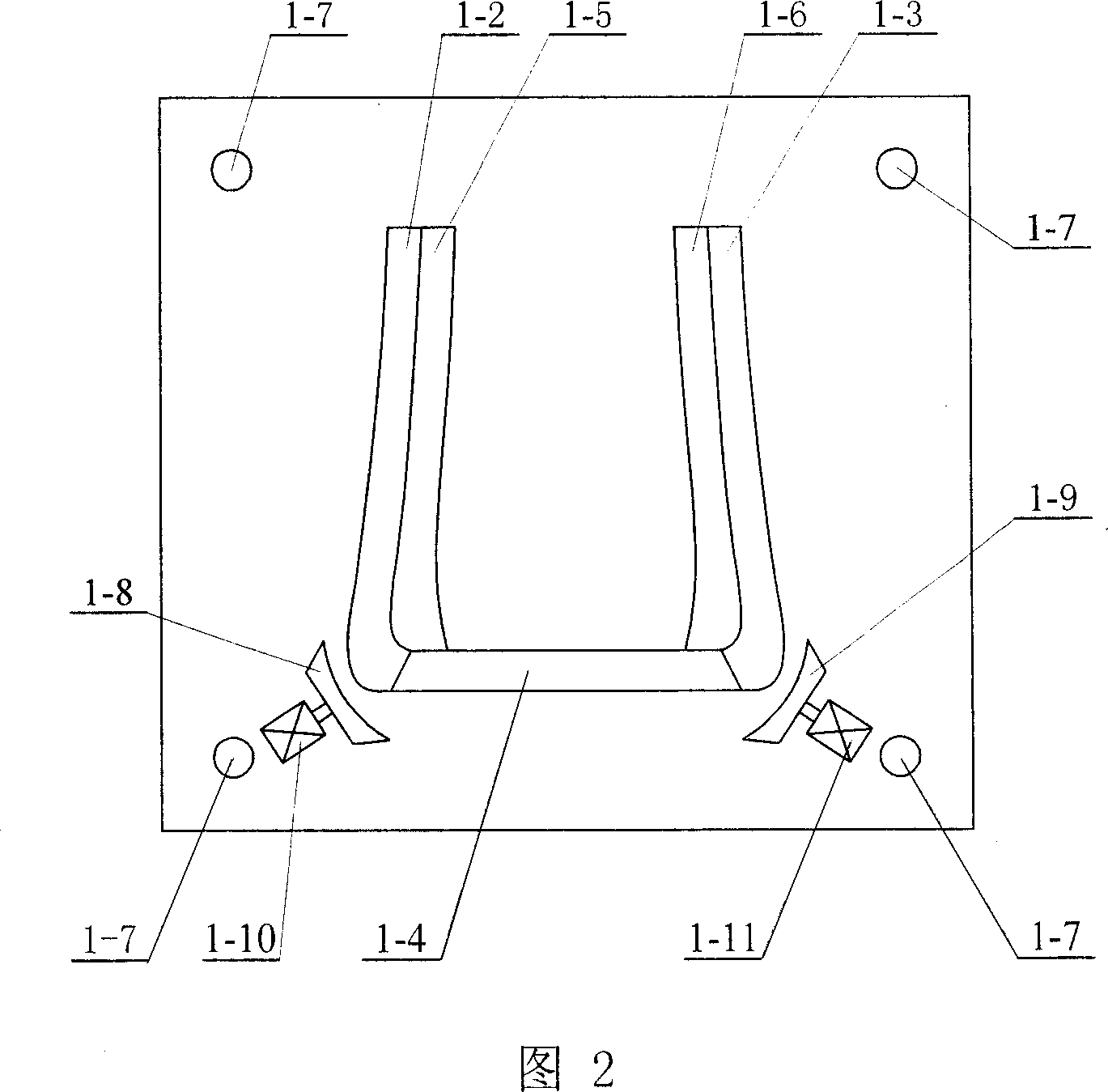
[0006] Specific Embodiment 2: The present embodiment will be specifically described below with reference to FIG. 2 . The difference between this embodiment and Embodiment 1 is that it also includes a left corner sliding module 1-8, a right corner sliding module 1-9, No. 8 is arranged on the left front side of the connection between the left arm upper module 1-2 and the forearm upper module 1-4, and the left corner sliding module 1-8 is connected to the No. 4 oil cylinder 1-10 fixed on the lower surface of the upper mold bottom plate 1-1 On the piston rod, the right corner sliding module 1-9 is arranged on the right front side of the connection between the right arm upper module 1-3 and the forearm upper module 1-4, and the right corner sliding module 1-9 is connected under the bottom plate 1-1 fixed on the upper mold On the piston rod of No. 5 oil cylinder 1-11 on the surface. Such setting is beneficial to the forming of the tube blank 5 at the corner. Other composition and ...
specific Embodiment approach 3
[0007] Specific Embodiment Three: The present embodiment will be specifically described below in conjunction with FIG. 4 to FIG. 6 . The difference between this embodiment and Embodiment 1 is that the cross-sectional shapes of the first cavity 6 , the second cavity 7 and the third cavity 8 are rectangular, square, trapezoidal, elliptical, polygonal, or curved. In this embodiment, cavities with various cross-sectional shapes are formed by changing the shapes of the upper, lower, left, and right surfaces participating in the molding, thereby completing the pre-forming of pipes with various cross-sectional shapes.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com