Cold-rolled martensitic steel substrate and production method thereof
A martensitic steel and a production method technology, applied in the field of metallurgy, can solve the problems of high hot rolling performance, adverse effects of cold rolling production, etc., and achieve the effects of increasing austenite transformation ratio, ensuring product surface quality, and reducing gas content
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
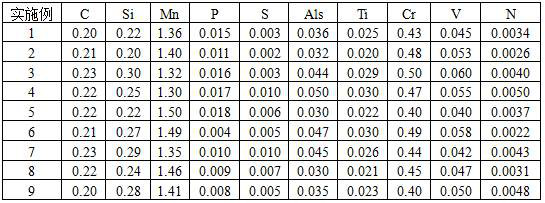
[0016] In this embodiment, the thickness of the cold-rolled martensitic steel substrate is 2.5mm, and its chemical composition and mass percentage are shown in Table 1.
[0017] The production method of the cold-rolled martensitic steel substrate in this embodiment includes steelmaking, continuous casting, heating, rolling, cooling, and coiling processes, and the specific process steps are as follows:
[0018] (1) Steelmaking process: blast furnace molten iron is first smelted by converter, then LF and RH double refining treatment, RH refining process, vacuum degassing time 11min, chemical composition and mass percentage of tapping molten steel are the same as Table 1. The composition of the steel substrate;
[0019] (2) Continuous casting process: dynamic light reduction of 5mm in the two-phase area of the horizontal section;
[0020] (3) Heating process: divided into preheating section, first heating section, second heating section and soaking section, the temperature of ...
Embodiment 2
[0026] In this embodiment, the thickness of the cold-rolled martensitic steel substrate is 2.5mm, and its chemical composition and mass percentage are shown in Table 1.
[0027] The production method of the cold-rolled martensitic steel substrate in this embodiment includes steelmaking, continuous casting, heating, rolling, cooling, and coiling processes, and the specific process steps are as follows:
[0028] (1) Steelmaking process: blast furnace molten iron is first smelted by converter, then LF and RH double refining treatment, RH refining process, vacuum degassing time 14min, the chemical composition and mass percentage of tapping molten steel are the same as Table 1. The composition of the steel substrate;
[0029] (2) Continuous casting process: dynamic light reduction of 5mm in the two-phase area of the horizontal section;
[0030] (3) Heating process: divided into preheating section, first heating section, second heating section and soaking section, the temperature...
Embodiment 3
[0036] In this embodiment, the thickness of the cold-rolled martensitic steel substrate is 2.5mm, and its chemical composition and mass percentage are shown in Table 1.
[0037] The production method of the cold-rolled martensitic steel substrate in this embodiment includes steelmaking, continuous casting, heating, rolling, cooling, and coiling processes, and the specific process steps are as follows:
[0038] (1) Steelmaking process: blast furnace molten iron is first smelted in a converter, then subjected to LF and RH double refining treatment, RH refining process, vacuum degassing time 12min, the chemical composition and mass percentage of the tapping molten steel are the same as Table 1. The composition of the steel substrate;
[0039] (2) Continuous casting process: dynamic light reduction of 8mm in the two-phase area of the horizontal section;
[0040] (3) Heating process: divided into preheating section, first heating section, second heating section and soaking secti...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com