Resistance spot welding method matched for matching of steel plate containing super-strong thermal forming
A resistance spot welding and super heat technology, applied in resistance welding equipment, welding equipment, metal processing equipment, etc., can solve the problems of low tensile strength, difficult to meet the requirements of mass production in the automotive industry, and difficult to accurately control the current, etc. To achieve the effect of improving joint performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
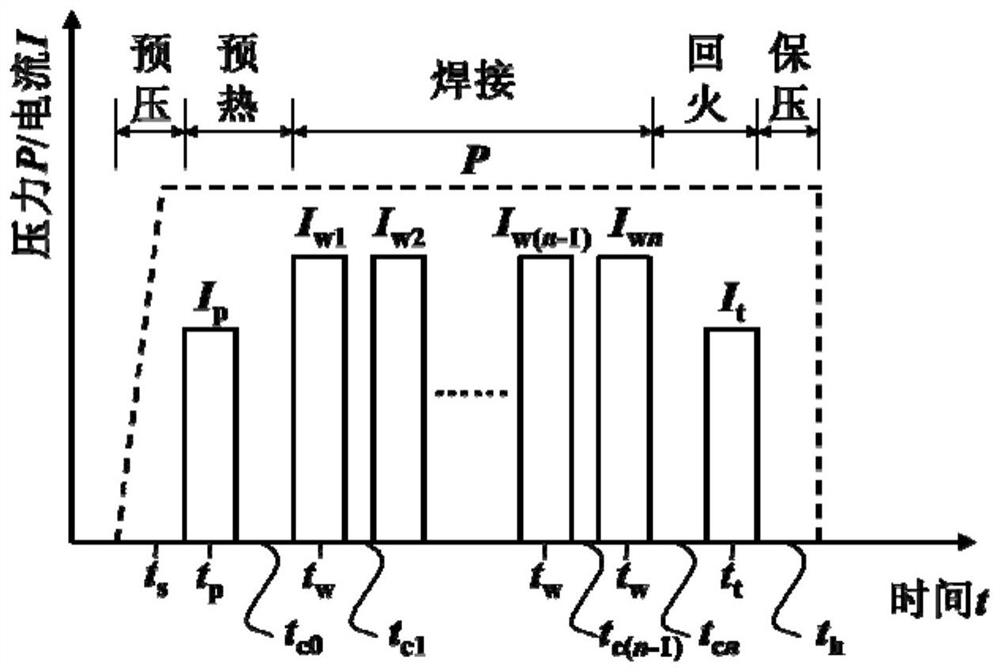
[0053] The material to be welded is PHS2000 bare steel plate with a thickness of 1.4mm, and its tensile strength is higher than 2000MPa. s The welding pulse is 200ms, the number of welding pulses is 1, and the welding process uses a servo welding gun. The welding method includes the following steps:
[0054] 1) On the basis of the single-pulse welding test, the critical spatter current I of double-layer PHS2000 single-pulse welding is obtained 0 , is 9kA, so the current amplitude I of the welding pulse w =I w1 =(0.7~0.98)×I 0 =6.3~8.82kA, take 8.8kA, pulse duration t w = 200ms;
[0055] 2) The current amplitude I of the preheating pulse p =(0.1~0.9)I w1 =0.88~7.92kA, take 6kA, pulse duration t p = t w = 200ms;
[0056] 3) The current amplitude I of the tempering pulse t =(0.3~1)I w =2.64~8.8kA, take 8.8kA, pulse duration t t = t p = t w = 200ms;
[0057] 4) The cooling time t between each pulse c0 , t c1 Take the same value, both are 20ms;
[0058] 5) Durati...
Embodiment 2
[0061] The material to be welded is PHS2000 bare steel plate with a thickness of 1.4mm, its tensile strength is higher than 2000MPa, and the match to be welded is a three-layer plate, the electrode pressure P is 6kN, and the preloading time is t s The welding pulse is 200ms, the number of welding pulses is 2, and the welding process uses a servo welding gun.
[0062] 1) On the basis of the single-pulse welding test, the critical spatter current I of three-layer PHS2000 single-pulse welding is obtained 0 , is 11.5kA, so the current amplitude I of the first pulse in the welding stage w1 =(0.7~0.98)×I 0 =8.05~11.27kA, take 11kA, set the current amplitude I of the second pulse w2 =I w1 =11kA, the pulse duration is taken as t w = 180ms;
[0063] 2) The current amplitude I of the preheating pulse p =(0.1~0.9)I w1 =1.1~9.9kA, take 9kA, pulse duration t p = t w = 180ms;
[0064] 3) The current amplitude I of the tempering pulse t =(0.3~1)I w2 =3.3~11kA, take 11kA, pulse du...
Embodiment 3
[0069] The material to be welded is 1.4mm thick PHS2000 steel plate with Al-Si coating, its tensile strength is higher than 2000MPa, the matching is a double-layer plate to be welded, the electrode pressure is 5kN, and the pre-pressing time is t s The welding pulse is 200ms, the number of welding pulses is 1, and the welding process uses a servo welding gun.
[0070] 1) On the basis of the single-pulse welding test, the critical splash current I of PHS2000 single-pulse welding with double-layer Al-Si coating is obtained 0 , is 8.2kA, so the current amplitude I of the welding pulse w =I w1 =(0.7~0.98)×I 0 =5.74~8.036kA, take 7.3kA, pulse duration t w = 200ms;
[0071] 2) The current amplitude I of the preheating pulse p =(0.1~0.9)I w1 =0.73~6.57kA, take 5kA, pulse duration t p = t w = 200ms;
[0072] 3) The current amplitude I of the tempering pulse t =(0.3~1)I w1 =2.19~7.3kA, take 7.3kA, pulse duration t t = t p = t w = 200ms;
[0073] 4) The cooling time t betw...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com