


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Diffusion welding method utilizing material linear expansion coefficient difference
A linear expansion coefficient, diffusion welding technology, applied in welding equipment, non-electric welding equipment, metal processing equipment and other directions, can solve the problem of high requirements for auxiliary equipment
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] A diffusion welding method using a difference in the coefficient of linear expansion of materials provided by an embodiment of the present invention includes:
[0030] The first weldment and the second weldment made of 06Cr19Ni10 and the sheath made of SiC composite material are surface-treated to make the roughness ≤ 1.6μm and cylindricity ≤ 0.03mm, and then degrease and clean them to Material metal color and blow dry, SiC composite material is a composite material of silicon carbide and silicon.
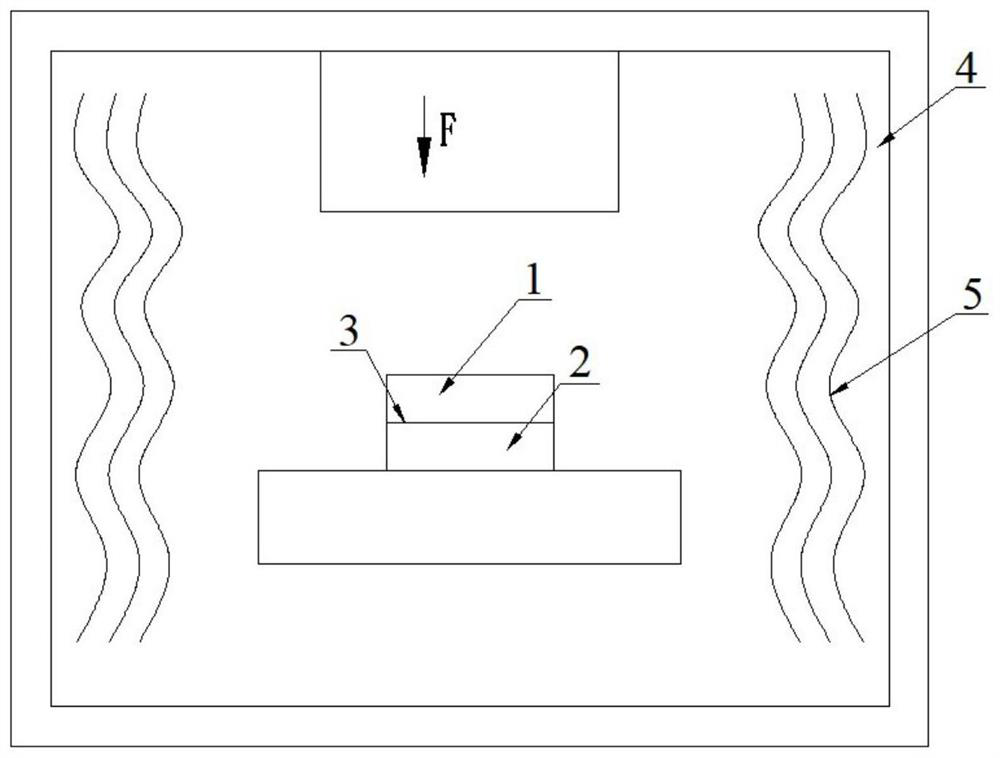
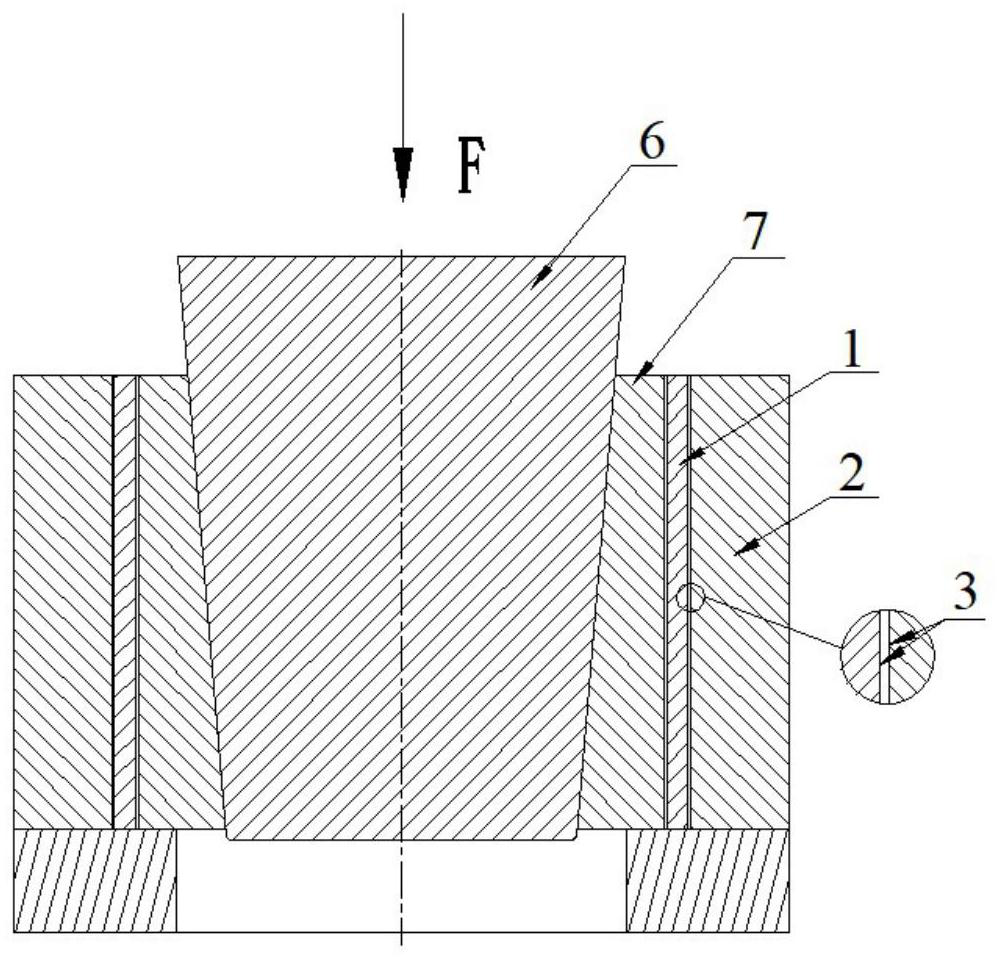
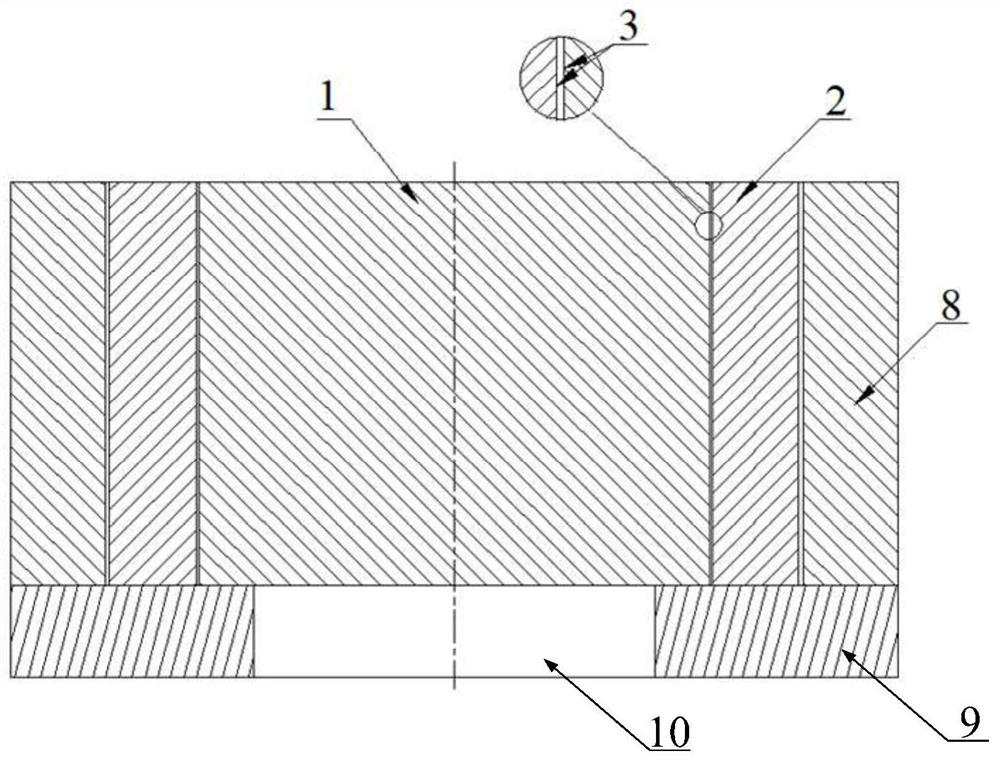
[0031] Put the first weldment and the second weldment to be welded into the sheath to form the first assembly, the second weldment is set with the first weldment, the sheath is set with the second weldment, the first weldment and the second weldment The gap between the weldments is 0.08mm, and the gap between the sheath and the second weldment is 0.15mm.
[0032] Place the first assembly on the backing tooling to form the second assembly, place the second assembly in a vacu...
Embodiment 2
[0036] A diffusion welding method using a difference in the coefficient of linear expansion of materials provided by an embodiment of the present invention includes:
[0037] The first weldment and the second weldment made of 6061 aluminum alloy and the sheath made of TC4 titanium alloy are surface treated to make the roughness ≤ 1.6μm and cylindricity ≤ 0.03mm, and then degrease and Wash to the metallic color of the material and blow dry.
[0038]Put the first weldment and the second weldment to be welded into the sheath to form the first assembly, the second weldment is set with the first weldment, the sheath is set with the second weldment, the first weldment and the second weldment The gap between the weldments is 0.05mm, and the gap between the sheath and the second weldment is 0.08mm.
[0039] Place the first assembly on the backing tooling to form the second assembly, place the second assembly in a vacuum furnace, and evacuate the vacuum furnace to below 9E-3Pa, accord...
PUM
| Property | Measurement | Unit |
|---|---|---|
| porosity | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
| Cylindricity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com