Post-welding heat treatment method for 1,100MPa-grade low-alloy heat treatment steel rail
A post-weld heat treatment, low-alloy technology, applied in heat treatment furnaces, heat treatment equipment, furnaces, etc., can solve the problems of low heat treatment cost, complicated operation process, poor mechanical properties of welded joints, etc., to simplify the heat treatment process, ensure safety, improve The effect of wear
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
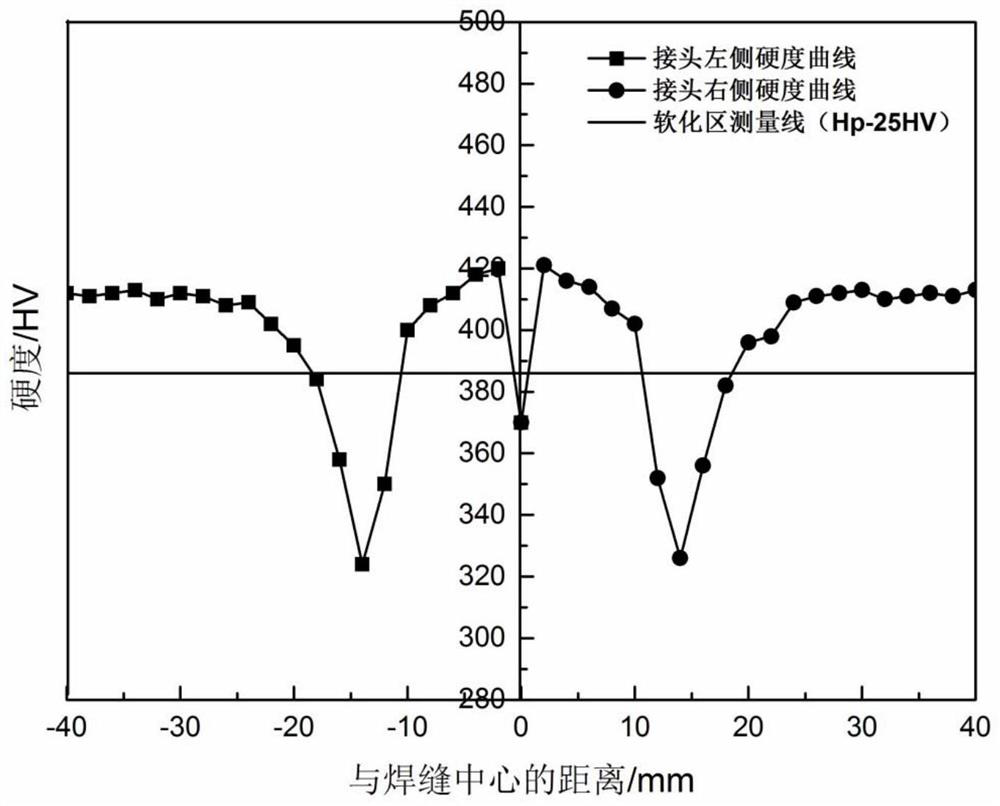
[0084] After the rail with a specification of 68kg / m has completed the upsetting and push-out during the mobile flash welding process, the welded joint is subjected to post-weld heat treatment. Firstly, the rail joint with residual temperature of 1250 °C obtained by welding is cooled in the first stage at the first cooling rate of 7.5 °C / s to reduce the surface temperature of the rail head of the rail joint to 640 °C, and then the rail joint is cooled at 2.5 °C The second cooling rate of / s is used for second-stage cooling to reduce the surface temperature of the rail head of the rail joint to 450°C, and finally the third cooling rate of 0.40°C / s is used for the third-stage cooling of the rail joint to reduce the temperature of the rail joint The temperature of the surface layer of the rail head is lowered to room temperature of 25° C., thereby obtaining a welded joint of the rail after heat treatment after welding. In the process of post-weld heat treatment, the first stage o...
Embodiment 2
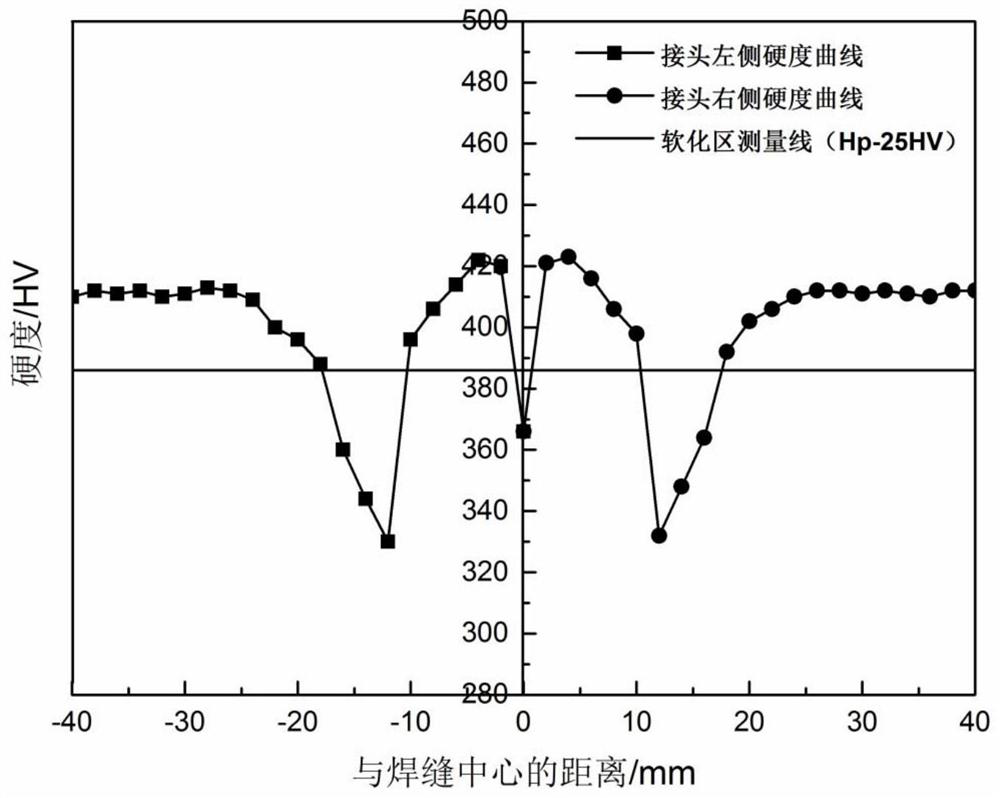
[0091] After the rail with a specification of 60kg / m has completed the upsetting and push-out during the mobile flash welding process, the welded joint is subjected to post-weld heat treatment. Firstly, the rail joint with residual temperature of 1200 °C obtained by welding is cooled in the first stage at the first cooling rate of 7 °C / s to reduce the surface temperature of the rail head of the rail joint to 600 °C, and then the rail joint is cooled at 2 °C The second cooling rate of / s is used for the second-stage cooling to reduce the surface temperature of the rail head of the rail joint to 430°C, and finally the rail joint is subjected to the third-stage cooling at a third cooling rate of 0.2°C / s to reduce the temperature of the rail joint The temperature of the surface layer of the rail head is lowered to room temperature of 20° C., thereby obtaining a welded joint of the rail after heat treatment after welding. In the process of post-weld heat treatment, the first stage ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com