Extrusion method for SiC particle enhanced AZ91D magnesium-based composite material tubular product
A technology of particle reinforcement and extrusion method, applied in the direction of metal extrusion dies, etc., can solve the problem of cracking and other problems of SiC particle reinforced magnesium matrix composites
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach 1
[0025] Embodiment 1: In this embodiment, a SiC particle-reinforced AZ91D magnesium-based composite material pipe extrusion method is specifically carried out in the following steps:
[0026] 1. Heat the SiC / AZ91D magnesium-based ingot to 350-400°C, keep it warm for 4-5 hours, turn the temperature to 400-450°C, keep it warm for 25-30 hours, and cool it out of the furnace in air;
[0027] 2. Turning the air-cooled SiC / AZ91D magnesium-based ingot to obtain the SiC / AZ91D magnesium-based ring billet;
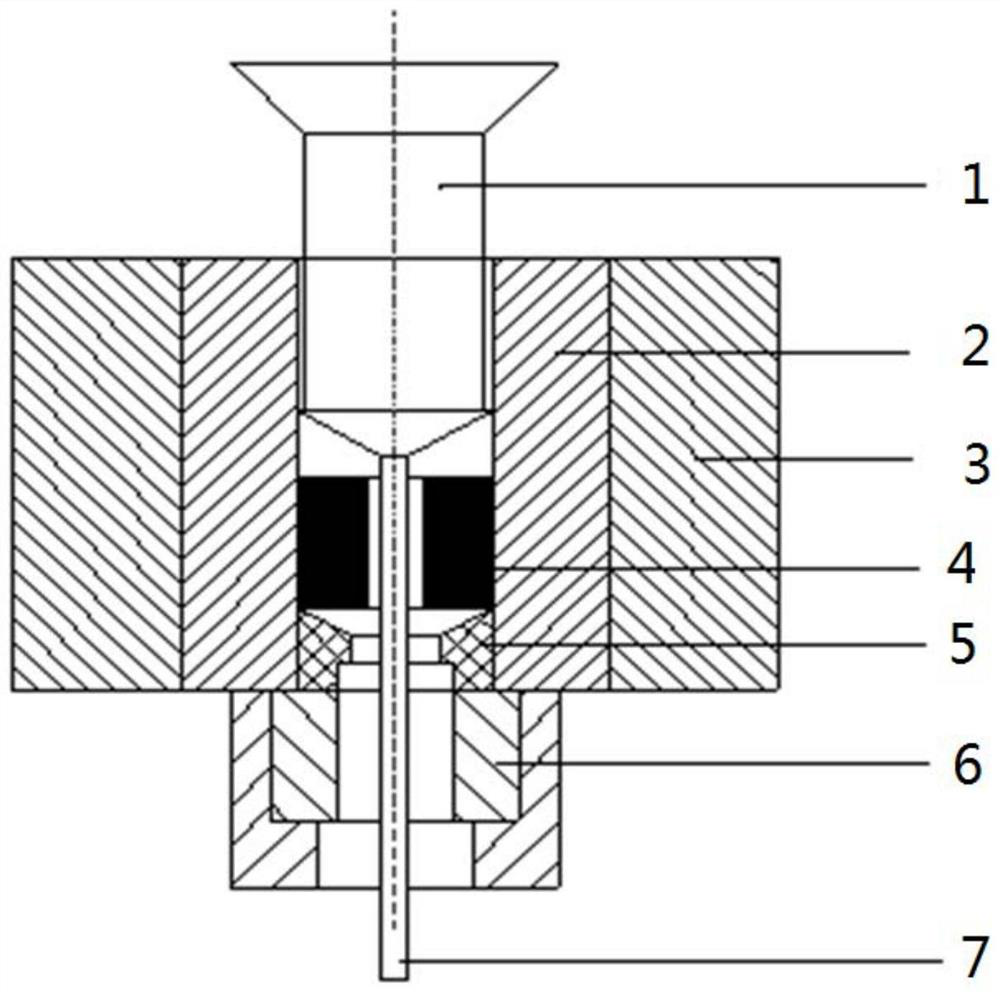
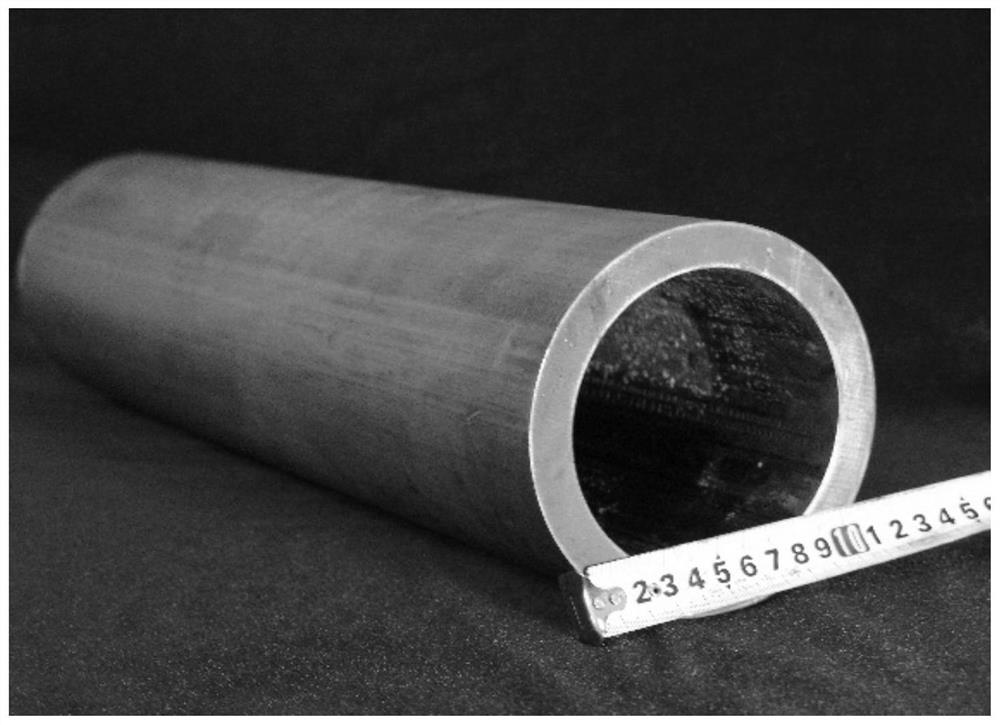
[0028] 3. Heat the SiC / AZ91D magnesium-based ring blank to 380-420°C, keep it warm for 5-8 hours, and then extrude the SiC / AZ91D magnesium-based ring blank by magnesium-coated extrusion to obtain prefabricated pipes;
[0029] 4. Solid solution treat the prefabricated pipe at a temperature of 370-390°C for 1-3 hours, then raise the temperature to 400-420°C, keep it warm for 20-22 hours, and cool it in air; then, at a temperature of 160-180°C, aging After treatment for 30-35 hours, a ...
specific Embodiment approach 2
[0033] Embodiment 2: The difference between this embodiment and Embodiment 1 is that the SiC / AZ91D magnesium-based ingot described in step 1 is cast by a semi-solid stirring method, and the specific casting process is as follows: the AZ91D magnesium alloy is heated to 700~750℃, add SiC particles, then cool down to 580~595℃, stir, control the stirring speed to 800~1000r / min, and stir for 30~40min; then raise the temperature to 730~750℃, control the stirring speed to 200 ~300r / min, stirring for 15~25min to obtain a melt, inject the melt into a mold for casting and molding, and obtain a SiC / AZ91D magnesium-based ingot. Others are the same as in the first embodiment.
specific Embodiment approach 3
[0034] Embodiment 3: The difference between this embodiment and Embodiment 1 or 2 is that the composition of the AZ91D magnesium alloy is: 8.3%≤Al≤9.7%, 0.35%≤Zn≤1.0%, 0.15%≤ Mn≤0.5%, the balance is Mg. Others are the same as in the first or second embodiment.
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| density | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com