Cascade hot stamping forming method for ultrahigh-strength steel plate
A technology of hot stamping and ultra-high strength, which is applied in the field of hot stamping technology, can solve the problems of inability to accurately control the springback of ultra-high-strength steel plates, high energy consumption of the hot stamping process, and large investment in equipment, so as to save energy consumption, The effect of high water cooling efficiency and high production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
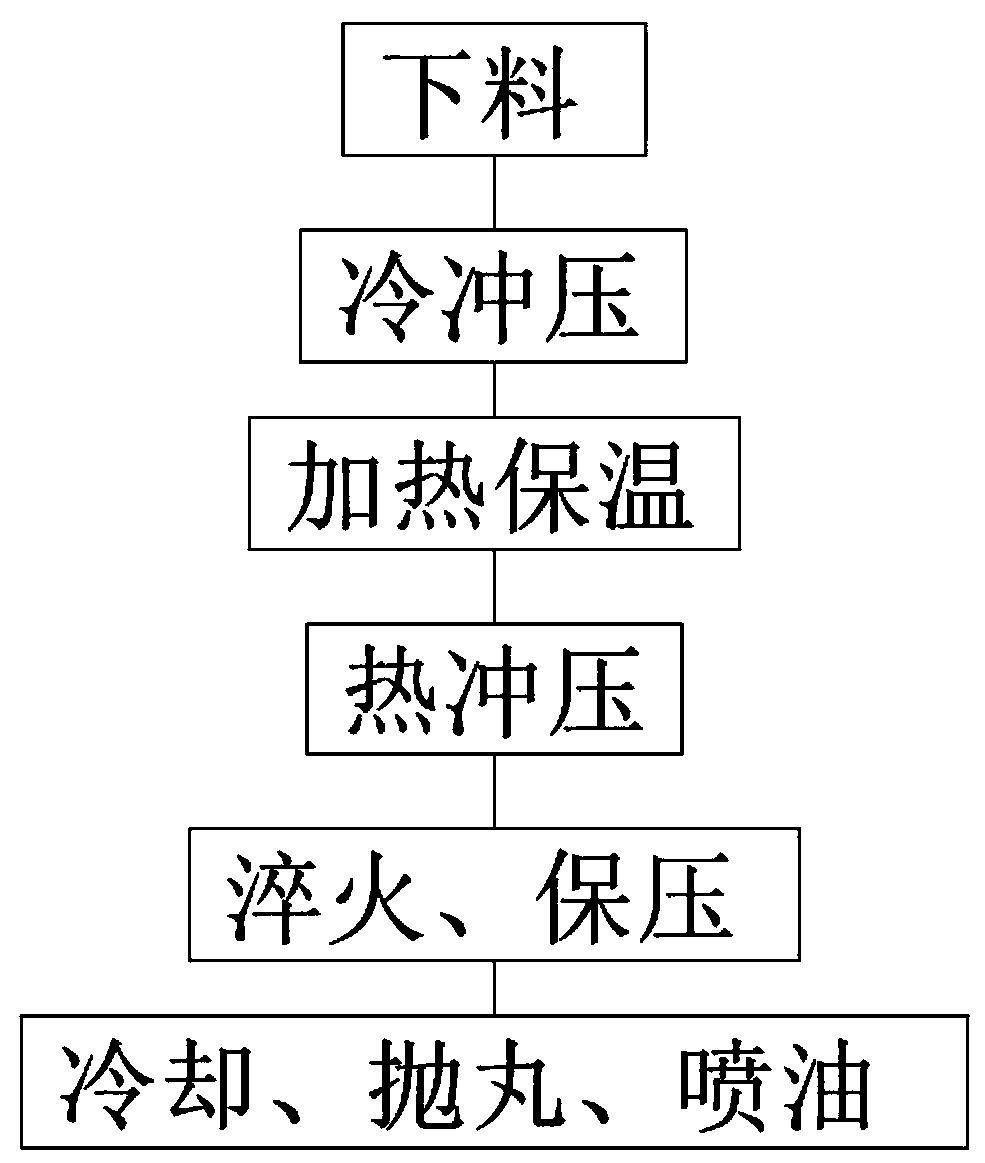
[0032] Cascade hot stamping forming technology is a new material forming process that combines cold stamping and hot stamping, and is one of the most reliable process solutions to achieve lightweight body. The combination of cold stamping and hot stamping can complete the full coverage of ultra-high-strength steel for the body. see figure 1 , a stepwise hot stamping forming method of ultra-high strength steel plate, comprising the following steps:
[0033] Step 1: Blanking
[0034] The base material is 22MnB5, 27MnCrB5 or 37MnB4, and the size of the ultra-high strength steel material is determined according to the performance requirements and geometric parameters of the formed parts. The substrate in this embodiment is preferably 22MnB5.
[0035] Step 2: Cold Stamping
[0036] Under normal temperature, the cold stamping process of ultra-high-strength steel sheet is completed to obtain pre-formed parts. Due to the particularity of the stepped hot stamping forming process, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com