A welding method for improving ultra-low temperature toughness of 304ln austenitic stainless steel submerged arc welding joints
A technology of austenitic stainless steel and welded joints, which is applied in the direction of welding/welding/cutting articles, welding equipment, welding accessories, etc., which can solve the problems of failing to meet the requirements, unable to improve the ultra-low temperature toughness of 304LN welded joints, and reduce the ultra-low temperature toughness of welded joints, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0053] The new submerged arc welding process, the process steps are as follows:
[0054] (1) Preparation before welding
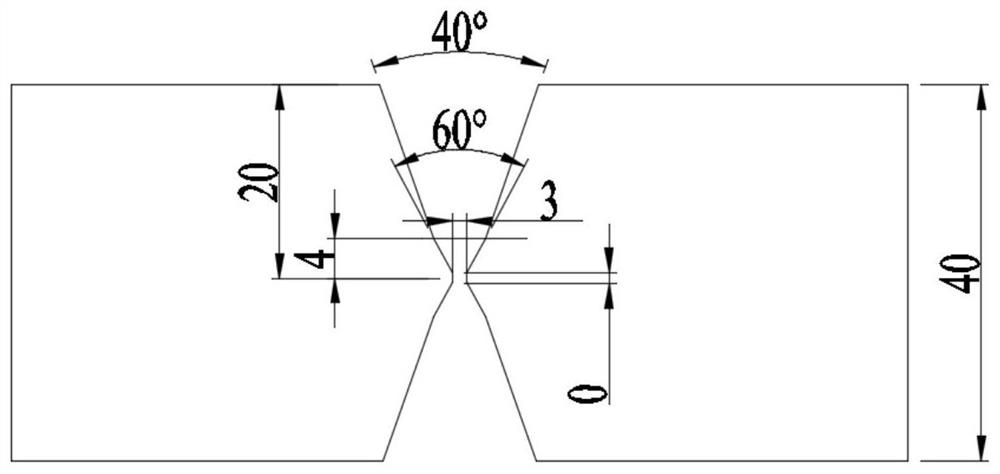
[0055] The 500×150×40mm (2 pieces) 304LN austenitic stainless steel test plate was prepared with a double-sided symmetrical V-V combined bevel using a beveling machine. The bevel angle is as follows: image 3 As shown; use a grinder (stainless steel grinding wheel) to grind and clean the groove and the 20mm range on both sides to remove oil and impurities; use oxyacetylene neutral flame to quickly clean the 304LN groove and the 30mm range on both sides of the base metal Heat to remove moisture; assemble the two test plates to be welded in pairs, with a blunt edge of 0mm and a gap of 3mm, using double-sided argon tungsten arc welding and double-sided filler wire for spot welding, welding materials for spot welding , The welding process is the same as that of double-sided argon tungsten arc welding and double-sided filler wire backing welding. After the spo...
Embodiment 2
[0065] Traditional submerged arc welding welding process, the steps are as follows:
[0066] (1) Preparation before welding
[0067] A 500×150×40mm (2 pieces) 304LN austenitic stainless steel test plate was prepared with a beveling machine to prepare an asymmetrical X-shaped bevel. The bevel angle is as follows: Figure 4 As shown; use a grinder (stainless steel grinding wheel) to grind and clean the groove and the 20mm range on both sides to remove oil and impurities; use oxyacetylene neutral flame to quickly clean the 304LN groove and the 30mm range on both sides of the base metal Heat to remove moisture; assemble the two test plates to be welded in pairs, the blunt edge is 4mm, the gap is 0mm, and E308L-16 welding rod is used for spot welding at both ends of the test plate.
[0068] (2) Welding
[0069]Submerged arc welding is used for bottom filling and cover welding, welding current is 400-450A, welding voltage is 29-33V, welding speed is 360-560mm / min, and line energy ...
Embodiment 3
[0075] Groove form and angle such as Figure 5 As shown, a symmetrical X-shaped groove is used. φ2.4mm double-sided tungsten argon arc welding double-sided filler wire is used for backing, the welding arc voltage is 12V, the welding current is 160A, the welding speed is 60-80mm / min, and the line energy is 14.4-19.2KJ / cm; The welding process is consistent with the first embodiment.
[0076] After testing, 2 of the 4 side bending samples are intact, and 2 have cracks, and the cracks are all at the bottom weld of argon arc welding. The length of a single crack is less than 3mm, which meets the qualified standard of NB / T 47014-2011, but the existing cracks also indicate that the double-sided argon arc welding must not use too much heat input, otherwise the shape of the weld will be reduced.
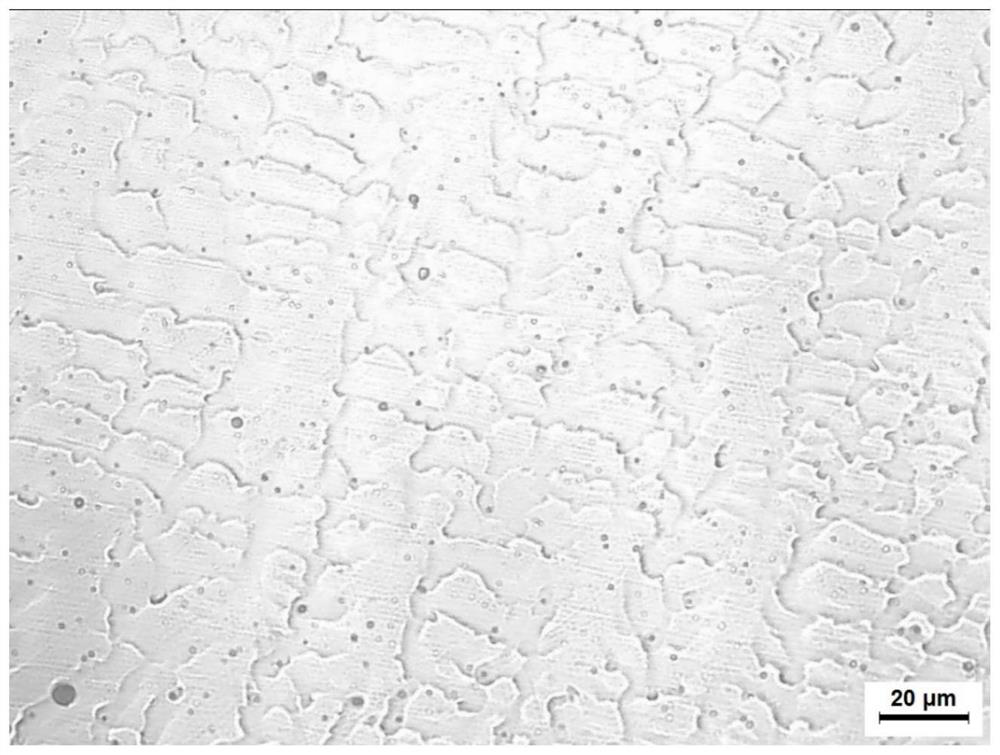
[0077] The weld structure of embodiment 1 is as figure 1 shown. The weld structure is composed of dendritic austenite and trace ferrite, which is the A solidification mode. The trace ferr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com