A two-roller triangular rolling mill, production line and production process for making copper strips from oxygen-free copper rods
An oxygen-free copper rod and production process technology, applied in the direction of manufacturing tools, rolls, metal rolling, etc., can solve the problems of inapplicable thin copper strips, unable to produce copper strips, limited product specifications, etc., to achieve surface oxygen-free , low cost, metallographic non-destructive effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
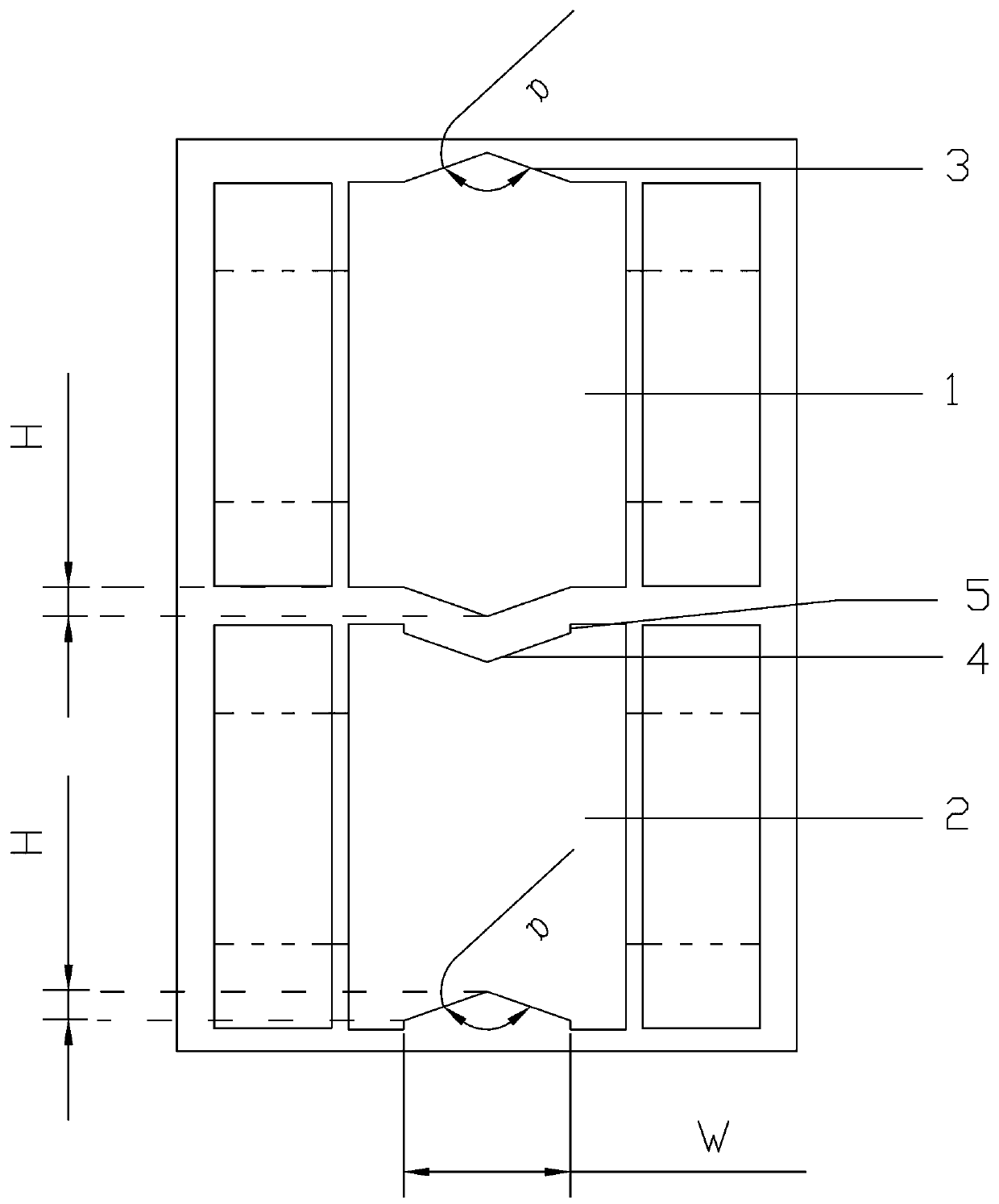
[0030] refer to figure 1 As shown, a kind of oxygen-free copper rod of the present invention makes copper strip two-roll triangular rolling mill, comprises the upper roll 1 of horizontal setting, lower roll 2, and described upper roll 1 is provided with male triangular rolling surface 3, and described lower roll 2 is provided with the female triangular rolling surface 4 matched with the male triangular rolling surface 3 . The section diameter of described upper roller 1, lower roller 2 is 200mm-400mm, is preferably 300mm, and the length of described upper roller 1, lower roller 2 is 200mm. The angle α between the male triangular rolling surface 3 and the female triangular rolling surface 4 is 130°-170°, preferably 155°. The height H of the male triangular rolling surface 3 and the female triangular rolling surface 4 is 1 cm-3 cm, preferably 2 cm. The width W of the male triangular rolling surface 3 and the female triangular rolling surface 4 is 3cm-10cm, preferably 5cm. The...
Embodiment 2
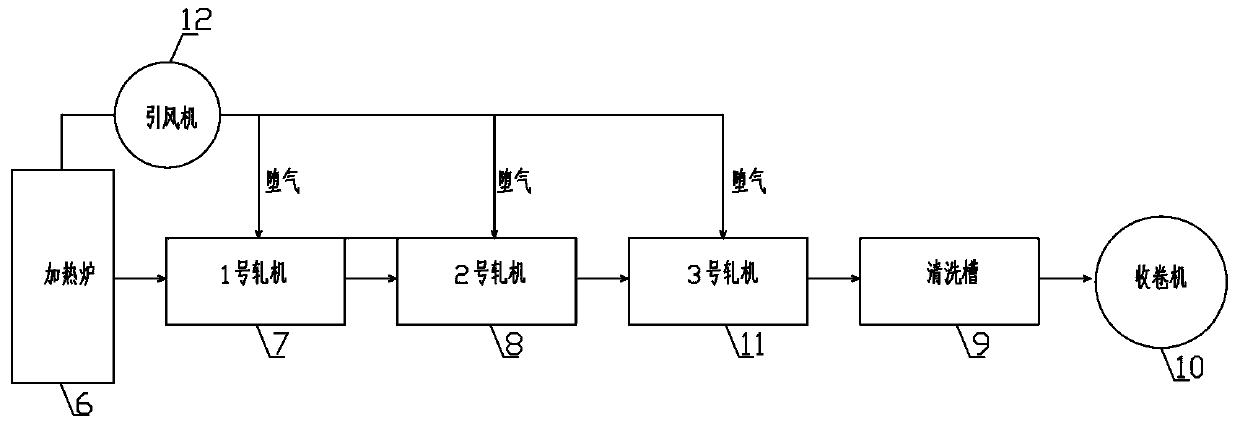
[0034] refer to figure 2 As shown, a kind of oxygen-free copper rod of the present invention makes copper strip production line, mainly is made up of heating furnace 6, No. 1 rolling mill 7, No. 2 rolling mill 8, cleaning tank 9 and coiler 10, wherein at least No. The two-roller triangular rolling mill described in embodiment 1. Since the oxygen-free copper rod has a cylindrical structure, its positioning is difficult. The No. 1 rolling mill 7 usually adopts a two-roll flat rolling mill (referring to a rolling mill with two rolls whose surfaces are flat). If the positioning problem is solved, the No. 1 rolling mill 7 can also be directly used. Two-roller triangular rolling mill. The structures of the heating furnace 6, the cleaning tank 9 and the winder 10 are known technologies, and will not be repeated here.
[0035] Further, the production line also includes No. 3 rolling mill 11, and the No. 3 rolling mill 11 is a two-roll flat rolling mill or the two-roll triangular ro...
Embodiment 3
[0037] refer to Figure 2 to Figure 3 Shown, a kind of oxygen-free copper rod of the present invention makes copper strip production technology, realizes according to the production line described in embodiment 2, and its production process steps are as follows:
[0038] Step 1: Take a conventional oxygen-free copper rod with a diameter of 8mm-32mm and make it into a single-layer spiral shape, put it into the heating furnace 6 and heat it to 700°C-800°C (the most understood is 750°C), and the heating furnace is heated by natural gas combustion. The length of each single-layer spiral conventional oxygen-free copper rod is usually about 200 meters.
[0039] Step 2: Transfer the heated conventional oxygen-free copper rod to No. 1 rolling mill 7 and No. 2 rolling mill 8 through the transmission mechanism for rolling in turn. During the rolling process, the temperature of the conventional oxygen-free copper rod is kept above 500°C. No. 7 rolling mill 7 adopts two-roll flat rolling...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com