Sand Casting Method for Slender Cast Iron Rods
A technology of sand casting and cast iron, which is applied in the direction of casting molds, casting mold components, casting molding equipment, etc., can solve the problems of poor fluidity of molten iron, achieve the effects of prolonging the flow time, solving heat dissipation problems, and facilitating heat storage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0026] Attached below Figure 1-6 An embodiment of the present invention is described.
[0027] A sand casting method for elongated cast iron rods, comprising the following steps:
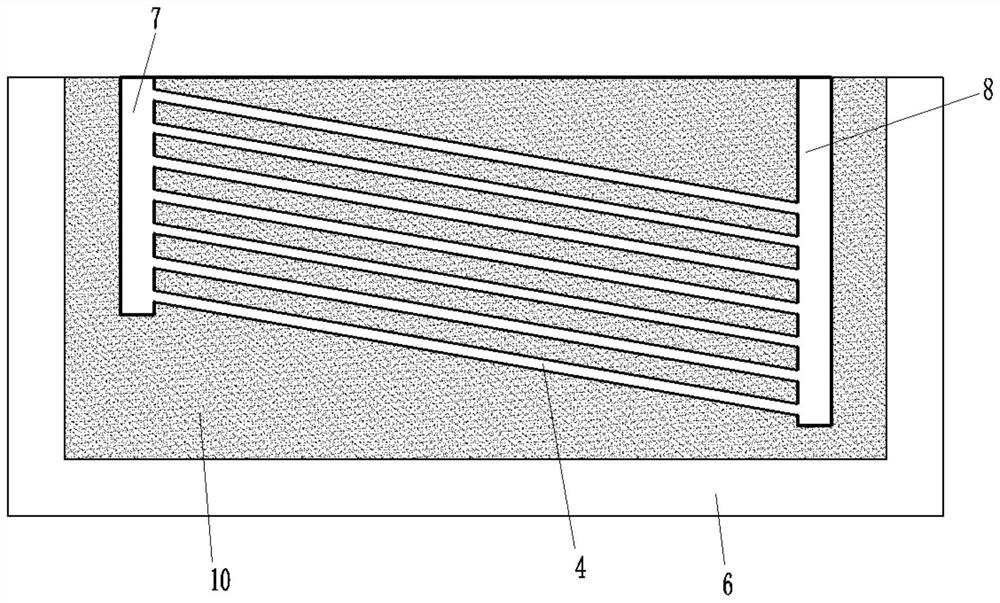
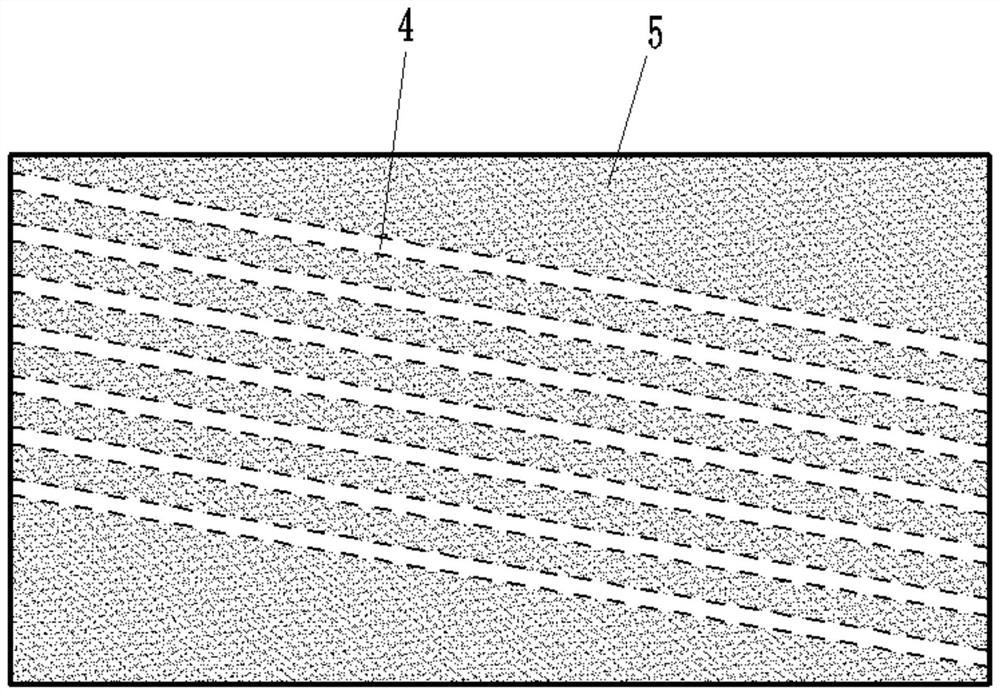
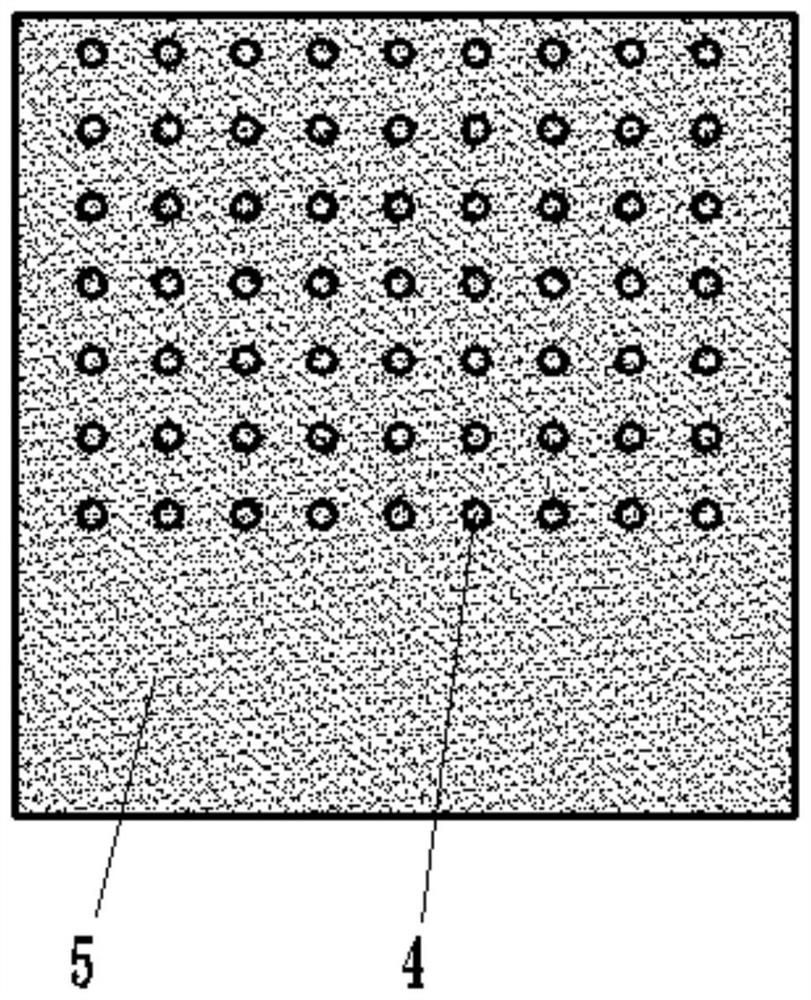
[0028] 1) Mold making of the sand core 5: the core box 1 is made according to the size of the cast iron rod 9 in the design drawing, and the outer frame walls at both ends of the core box 1 are formed with a plurality of through holes 3 adapted to the rod-shaped mold 2, and the rod-shaped mold 2. One end passes through the through-holes 3 on the outer frame walls at both ends of the core box 1 in turn, and then placed obliquely in the core box 1, and the two ends of the rod-shaped mold 2 protrude from the outer frame of the core box 1. The production quantity of the cast iron rod 9 depends on the sand The shape and size of the core 5 can be adjusted; specifically, the rod-shaped mold 2 is processed from round steel, and the two ends of the rod-shaped mold 2 protrude from the wooden outer frame of ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com