A Submerged Arc Composite Welding Method for Bridge Steel Thick Plates with Tensile Strength≥810mpa
A tensile strength, composite welding technology, used in welding equipment, arc welding equipment, manufacturing tools, etc., can solve the problem of non-preheating, and achieve the effects of excellent crack resistance, excellent fracture toughness, and easy welding process operation.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] The base material test plate size is 600mm×400mm×50mm for equal thickness welding;
[0033] A method for submerged arc composite welding of bridge steel thick plates with tensile strength ≥ 810MPa, the steps of which are as follows:
[0034] 1) Mechanical properties of the base material: The mechanical properties are characterized by: yield strength R eL 694MPa, tensile strength R m 817MPa, elongation A17%, -40℃KV 2 The impact energy is 231J; the thickness is 50mm equal thickness bridge steel;
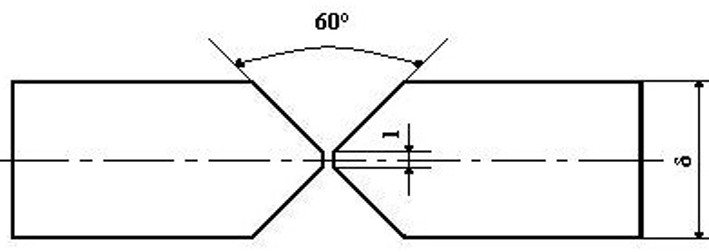
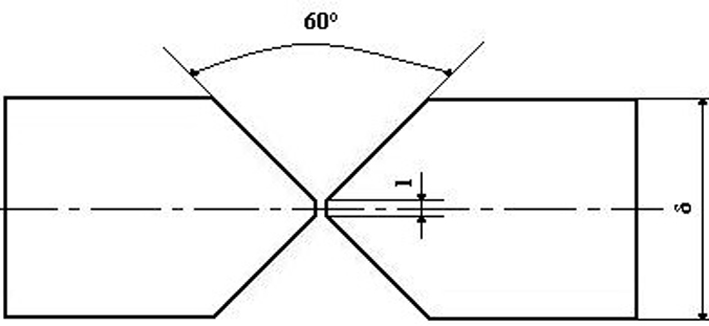
[0035] 2) The groove adopts double-sided V-shaped symmetrical groove, the groove angle is 60°, and the blunt edge is 1mm;
[0036] 3) Two matching welding wires: submerged arc welding wire adopts tensile strength of 888MPa, welding wire diameter Ф4.0mm; Mechanical properties of the deposited metal of the welding wire: tensile strength R m It is 888MPa, elongation A is 17%, reduction of area Z is 65%, -40℃KV 2 The impact energy is 118J;
[0037] The tensile strength of the...
Embodiment 2
[0043] The base material test plate size is 600mm×400mm×32mm for equal thickness welding;
[0044] A method for submerged arc composite welding of bridge steel thick plates with tensile strength ≥ 810MPa, the steps of which are as follows:
[0045] 1) Mechanical properties of the base material: The mechanical properties are characterized by: yield strength R eL 705MPa, tensile strength R m 874MPa, elongation A16%, -40℃KV 2 The impact energy is 210J; the thickness is 32mm equal thickness bridge steel;
[0046] 2) The groove adopts double-sided V-shaped symmetrical groove, the groove angle is 60°, and the blunt edge is 1mm;
[0047] 3) Two matching welding wires: submerged arc welding wire adopts tensile strength of 888MPa, welding wire diameter Ф4.0mm; Mechanical properties of the deposited metal of the welding wire: tensile strength R m It is 888MPa, elongation A is 17%, reduction of area Z is 65%, -40℃KV 2 The impact energy is 118J;
[0048] The tensile strength of the...
Embodiment 3
[0054] The base material test plate size is 600mm×400mm×50mm for equal thickness welding;
[0055] A method for submerged arc composite welding of bridge steel thick plates with tensile strength ≥ 810MPa, the steps of which are as follows:
[0056] 1) Mechanical properties of the base material: The mechanical properties are characterized by: yield strength R eL 694MPa, tensile strength R m 817MPa, elongation A17%, -40℃KV 2 The impact energy is 231J; the thickness is 50mm equal thickness bridge steel;
[0057] 2) The groove adopts double-sided V-shaped symmetrical groove, the groove angle is 60°, and the blunt edge is 1mm;
[0058] 3) Two matching welding wires: submerged arc welding wire adopts tensile strength of 888MPa, welding wire diameter Ф4.0mm; Mechanical properties of the deposited metal of the welding wire: tensile strength R m It is 888MPa, elongation A is 17%, reduction of area Z is 65%, -40℃KV 2 The impact energy is 118J;
[0059] The tensile strength of the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com