Flame retardant high iron seat cover and production process thereof
A production process and seat cover technology, which is applied in the manufacture of flame-retardant fibers, fire-resistant and flame-retardant filaments, seats, etc., can solve the problems of poor flame-retardant effect of high-speed rail seat covers, achieve high critical temperature, and reduce production difficulty , Improve the effect of yield rate
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
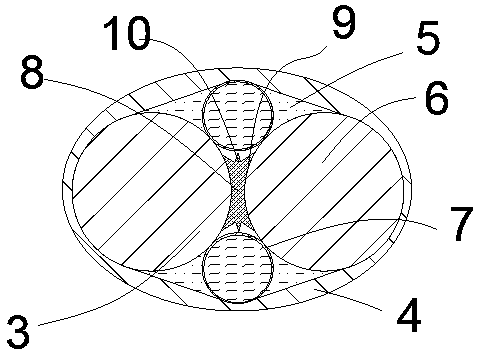
[0044] Embodiment 1: as figure 1 , figure 2 , image 3 As shown, the present invention provides a flame-retardant high-speed rail seat cover, including: a back pocket 1 and a base pocket 2 connected to the back pocket; the back pocket and the base pocket are both made of composite fabrics , the composite fabric is woven from composite fiber, polyester yarn, and flame-retardant polyester thread at a ratio of 1:2:3; the composite fabric adopts a composite twill weave, wherein the warp density is 248 pieces / 10cm, and the weft density is 234 pieces / 10cm. In the present invention, the flame-retardant high-speed rail seat cover adopts a composite twill weave with a smaller weave coefficient and a higher tightness. Figure 4 . The surface of the composite fabric is also sprayed with a flame-retardant coating, which is composed of melamine-modified ammonium polyphosphate, pentaerythritol, and melamine cyanurate, and its ratio is 8: (1.5-2): (1.5 -2); The flame-retardant coating...
Embodiment 2
[0047] Embodiment 2: the present invention also provides a kind of flame-retardant high-speed rail seat cover production process, comprises the following steps:
[0048] 1) Bake the polyester masterbatch at 120°C for 3 hours; transport the slices quantitatively to the crystallizer for pre-crystallization, and then dry the crystallized slices at 145°C for 2 hours;
[0049] Add 1.5% color masterbatch to the flame-retardant polyester chips and send them to the screw extruder for melting and mixing. The melting temperature is 265°C. The melt is extruded by the extruder and directly enters the spinning process. The box is heated, and the heating temperature is 260°C; then one side is subjected to spinning, cooling, oiling, drawing and shaping, entanglement, and winding processes to obtain flame-retardant polyester filaments; among them, the spinning speed is 3800m / min; cooling The wind speed in the process is 0.5m / s; the hot air temperature is 25°C. In the drawing operation, the f...
Embodiment 3
[0057] Embodiment 3: The present invention also provides a kind of flame-retardant high-speed rail seat cover production process, comprises the following steps:
[0058] 1) Bake the polyester masterbatch at 120°C for 3 hours; transport the slices quantitatively to the crystallizer for pre-crystallization, and then dry the crystallized slices at 145°C for 2 hours;
[0059] Add 1.5% color masterbatch to the flame-retardant polyester chips and send them to the screw extruder for melting and mixing. The melting temperature is 270°C. The melt is extruded by the extruder and directly enters the spinning process. The box is heated, and the heating temperature is 270°C; then one side is subjected to spinning, cooling, oiling, drawing and setting, entanglement, and winding processes to obtain flame-retardant polyester filaments; among them, the spinning speed is 4000m / min; cooling The wind speed in the process is 0.7m / s; the hot air temperature is 227°C. In the drafting operation, the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| limiting oxygen index | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com