A kind of preparation method of electroplating superabrasive grinding wheel of discreet strengthened hub
A super-hard abrasive and wheel-strengthening technology, used in grinding/polishing equipment, grinding devices, manufacturing tools, etc., can solve the problems of increased grinding wheel manufacturing cost, complex material ratio, difficult process control, etc., to improve the support capacity , Improve the effect of resisting normal grinding force and improve the effect of anti-peeling ability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0027] The specific embodiments of the invention will be further described below in conjunction with the accompanying drawings.
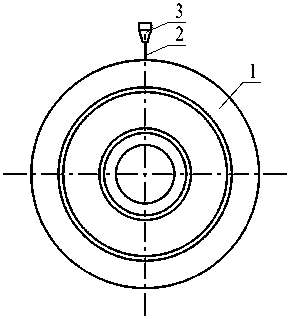
[0028] Step 1. Select No. 45 steel as the material of the grinding wheel hub 1, and finish machining the grinding wheel hub 1 with a diameter of Φ150mm, a thickness of 10mm, an aperture of Φ32mm, an outer peripheral surface roughness of 0.1-0.4μm, and a cylindricity of 0.002-0.005mm . Carry out degreasing and derusting treatment to the surface of the emery wheel hub 1 again, and dry it with hot air after completion.
[0029]Step 2. Install the grinding wheel hub 1 on the machine tool, select the nozzle 3 with a diameter of Φ0.3mm, fix the quenching gun in the direction perpendicular to the axis of the grinding wheel hub 1, adjust the distance between the nozzle 3 and the grinding wheel hub 1 to 5mm, and start the plasma arc For the power supply of the quenching generator, set the operating voltage of the plasma control equipment to 42V, the operati...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| surface roughness | aaaaa | aaaaa |
| Cylindricity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com