Emulsified liquid process optimization method taking oil consumption control as target by secondary cold rolling unit
A technology of secondary cold rolling and process optimization, applied in the direction of rolling mill control devices, metal rolling, manufacturing tools, etc., can solve the problem of large consumption of rolling oil, waste of rolling oil, increased production of cold-rolled strip steel and sewage treatment cost and other issues to achieve the effect of reducing on-site production costs and minimizing consumption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
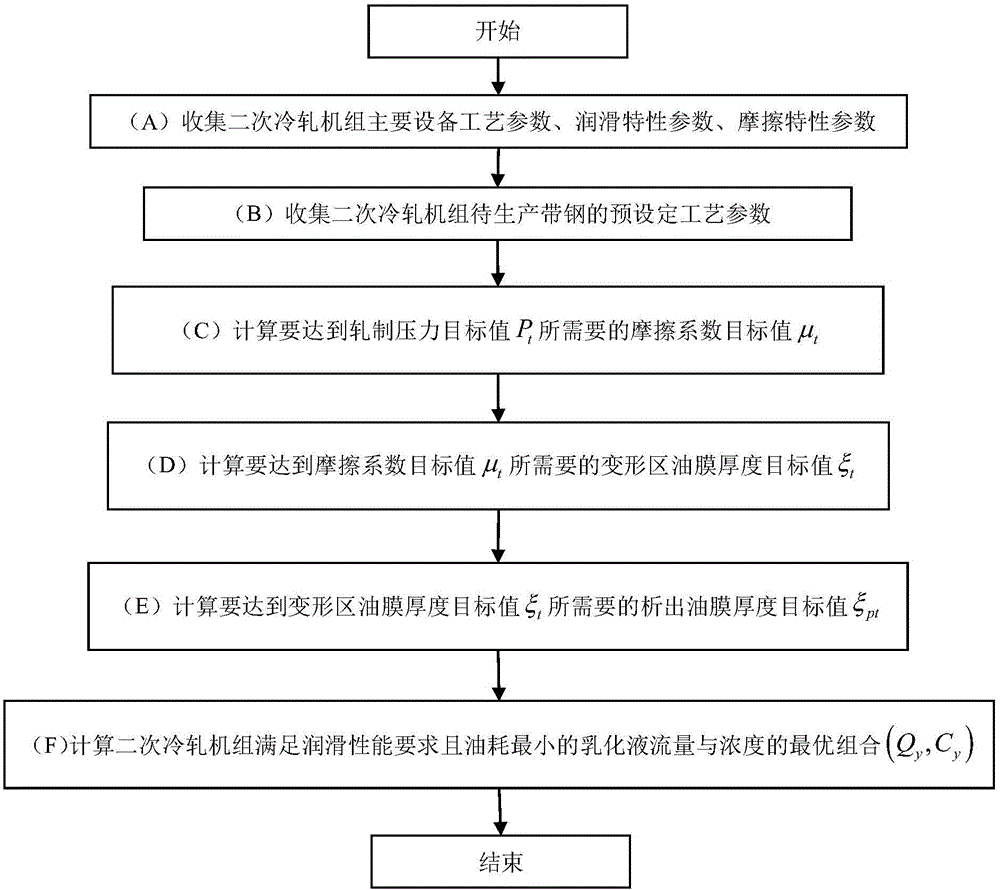
[0034] Taking a secondary cold rolling unit as an example, according to figure 1 The overall calculation flow chart of the emulsion process optimization method for the secondary cold-rolling unit with oil consumption control as the goal is shown. First, in step (A), the main equipment process parameters, lubrication characteristic parameters, friction Characteristic parameters, including: work roll radius R=170mm, work roll elastic modulus E=210GPa, work roll Poisson’s ratio ν=0.3, distance from emulsion nozzle to mill roll gap L=0.5m, rolling oil dynamic viscosity η 0 =0.02Pa·s, pressure viscosity coefficient θ=0.01MPa -1 , Emulsion concentration precipitation efficiency time influence coefficient λ t =487.5, concentration influence coefficient λ of emulsion concentration, precipitation efficiency C =1.936、Emulsion flow residual efficiency time influence coefficient δ t =19.35, emulsion flow residual efficiency flow influence coefficient δ Q =0.491, liquid lubrication fri...
Embodiment 2
[0061] First, in step (A), the main equipment process parameters, lubrication characteristic parameters, and friction characteristic parameters of the secondary cold rolling unit are collected, including: work roll radius R=170mm, work roll elastic modulus E=210GPa, work roll Poisson Ratio ν=0.3, distance from emulsion nozzle to rolling mill gap L=0.5m, dynamic viscosity of rolling oil η 0 =0.02Pa·s, pressure viscosity coefficient θ=0.01MPa -1 , Emulsion concentration precipitation efficiency time influence coefficient λ t =526.3, concentration influence coefficient λ of emulsion concentration, precipitation efficiency C =2.142、Emulsion flow residual efficiency time influence coefficient δ t =21.62, emulsion flow residual efficiency flow influence coefficient δ Q =0.533, liquid lubrication friction coefficient a=0.0112, boundary lubrication friction coefficient b=0.1256, friction coefficient attenuation index B ξ =-6.582.
[0062] Subsequently, in step (B), the preset pro...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com