


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Micro-deformation controlling heat treatment process for forming position of special-shaped curved surface part
A technology for micro-deformation and parts, applied in the field of heat treatment, can solve the problems of difficult processing and difficult micro-deformation, and achieve the effects of easy tempering, simplified processing technology, and improved processing efficiency.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0029] A heat treatment process controlled by micro-deformation at the forming position of curved surface special-shaped parts, which includes the following steps:
[0030] S1. Preliminary molding processing: processing the curved surface and irregular size at the point to be formed of the part, reducing the tolerance level of its size by 1;
[0031] S2. Furnace loading: put the processed parts into a vacuum heating furnace, and vacuumize to make the pressure at 0.1Pa;
[0032] S3, such as figure 1 As shown, the heating treatment includes the following heating steps: a. Heating up at a uniform speed until the furnace temperature reaches 550°C, the heating rate is 1.5°C / s, and holding for 50 minutes; 30min; c. Continue to heat up to 1000°C at a constant speed, with a heating rate of 8°C / min, and hold for 30 minutes; d. Continue to heat up to 1120°C at a constant speed, with a heating rate of 5°C / min, and hold for 25 minutes;
[0033] S4. Micro-deformation heat treatment: Intr...
Embodiment 2
[0040] A heat treatment process controlled by micro-deformation at the forming position of curved surface special-shaped parts, which includes the following steps:
[0041] S1. Preliminary processing of forming: processing of curved surface and special-shaped size at the point to be formed of the part, the tolerance level of the size is required to be reduced by 2 levels;
[0042] S2. Furnace loading: put the processed parts into a vacuum heating furnace, and vacuumize to make the pressure at 0.001Pa;
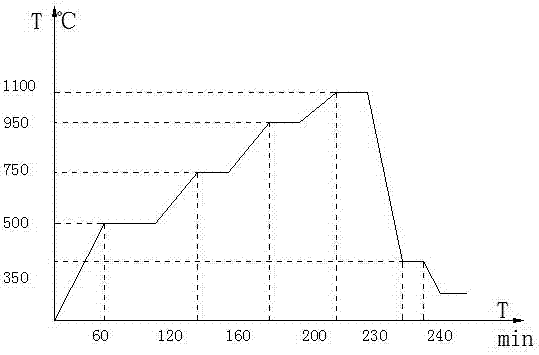
[0043] S3. Heating treatment, including the following heating steps: a. Heating up at a constant speed until the furnace temperature reaches 500°C, with a heating rate of 1°C / s, and holding for 55 minutes; b, continuing to heat up at a uniform speed to 750°C, with a heating rate of 8°C / min, and holding for 35 minutes ; c. Continue to heat up to 950°C at a constant speed, with a heating rate of 10°C / min, and keep warm for 35 minutes; d, continue to heat up to 1100°C at a constan...
Embodiment 3
[0051] A heat treatment process controlled by micro-deformation at the forming position of curved surface special-shaped parts, which includes the following steps:
[0052] S1. Preliminary processing of forming: processing of curved surface and special-shaped size at the point to be formed of the part, the tolerance level of the size is required to be reduced by 2 levels;
[0053] S2. Furnace loading: put the processed parts into a vacuum heating furnace, and vacuumize to make the pressure at 0.02Pa;
[0054] S3. Heating treatment, including the following heating steps: a. Heating up at a constant speed until the furnace temperature reaches 600°C, with a heating rate of 2°C / s, and holding for 60 minutes; b, continuing to heat up at a constant speed to 850°C, with a heating rate of 10°C / min, and holding for 40 minutes ; c. Continue to heat up to 980°C at a constant speed, with a heating rate of 9°C / min, and hold for 40 minutes; d, continue to heat up to 1200°C at a constant spe...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com