Continuous fiber reinforced thermoplastic composite tube and forming method thereof
A technology of reinforced thermoplastic and continuous fiber, which is applied in the direction of rigid pipes, pipes, tubular objects, etc., can solve the problems of poor bonding force of thermoplastic resin, many production processes, and increased cost, and achieves excellent high-pressure resistance and low process requirements. , The effect of reducing the cost of pipe materials
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0054] Glass fiber reinforced polyethylene pipe
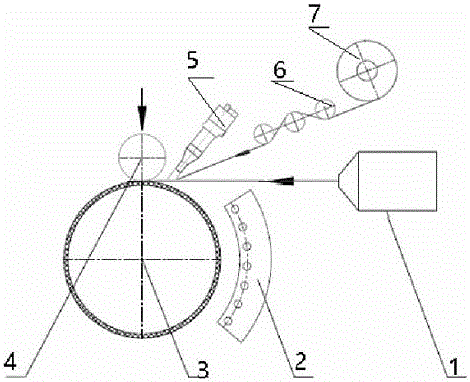
[0055] (1) First rotate the winding mold, the mold rotation speed is 2m / min, use the twin-screw extruder to reinforce the HDPE resin with chopped glass fiber, the length of the glass fiber is 2mm, and the temperature of the twin-screw extruder is set to the screw part 160- 180°C, die part 210-230°C Extrude the molten resin from the extrusion die, and preheat at 240°C and then adjust the tension of the multi-roller with two layers of continuous fiber reinforcement at 45° / -45° The HDPE unidirectional belt passes through the roller press device, and the pressure position of the press roller is 5MPa to wrap with the winding mold;
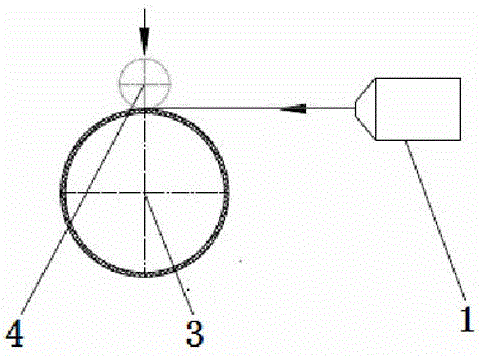
[0056] (2) When the winding is completed, use a twin-screw extruder to extrude the thermoplastic resin from the extrusion die to extrude the molten resin through the rolling device and the winding die for winding. Winding.
Embodiment 2
[0058] Basalt fiber reinforced polypropylene pipe
[0059] (1) First rotate the winding mold, the mold rotation speed is 5m / min, use the twin-screw extruder to reinforce the PP resin with chopped basalt fiber, the length of the basalt fiber is 2mm, and the temperature of the twin-screw extruder is set to the screw part 180- 200°C, the die part is 230-260°C, after extruding molten resin from the extrusion die, and after preheating at 270°C, the two-layer continuous fiber basalt at 45° / -45° has been treated by multi-roller tension adjustment. The dimension reinforced PP unidirectional belt passes through the rolling device, and the pressure position of the pressing roll is 5MPa to wind with the winding mold;
[0060] (2) When the winding is completed, use a twin-screw extruder to extrude the thermoplastic resin from the extrusion die to extrude the molten resin through the rolling device and the winding die for winding. Winding.
Embodiment 3
[0062] Carbon Fiber Reinforced Polyamide Tube
[0063] (1) First rotate the winding mold, the mold rotation speed is 3m / min, use the twin-screw extruder to reinforce the PA6 resin with chopped carbon fiber, the length of the glass fiber is 2mm, and the temperature of the twin-screw extruder is set to the screw part 220-230 ℃, die part 260-270 ℃, after extruding molten resin from the extrusion die, and after preheating at 280 ℃, multi-roll tension adjustment treatment, two layers of continuous carbon fiber reinforced PA6 according to 45° / -45° The one-way belt passes through the rolling device, and the pressure position of the pressure roller is 6MPa to wind with the winding mold;
[0064] (2) When the winding is completed, use a twin-screw extruder to extrude the thermoplastic resin from the extrusion die to extrude the molten resin through the rolling device and the winding die for winding. Winding.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com