Small-caliber pipe butt-welding method
A welding method and technology for small-diameter pipes, which are applied in welding equipment, tubular articles, arc welding equipment, etc., can solve the problems of concave root and incomplete penetration, so as to speed up the production cycle, speed up the production cycle, reduce the The effect of ancillary workload
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
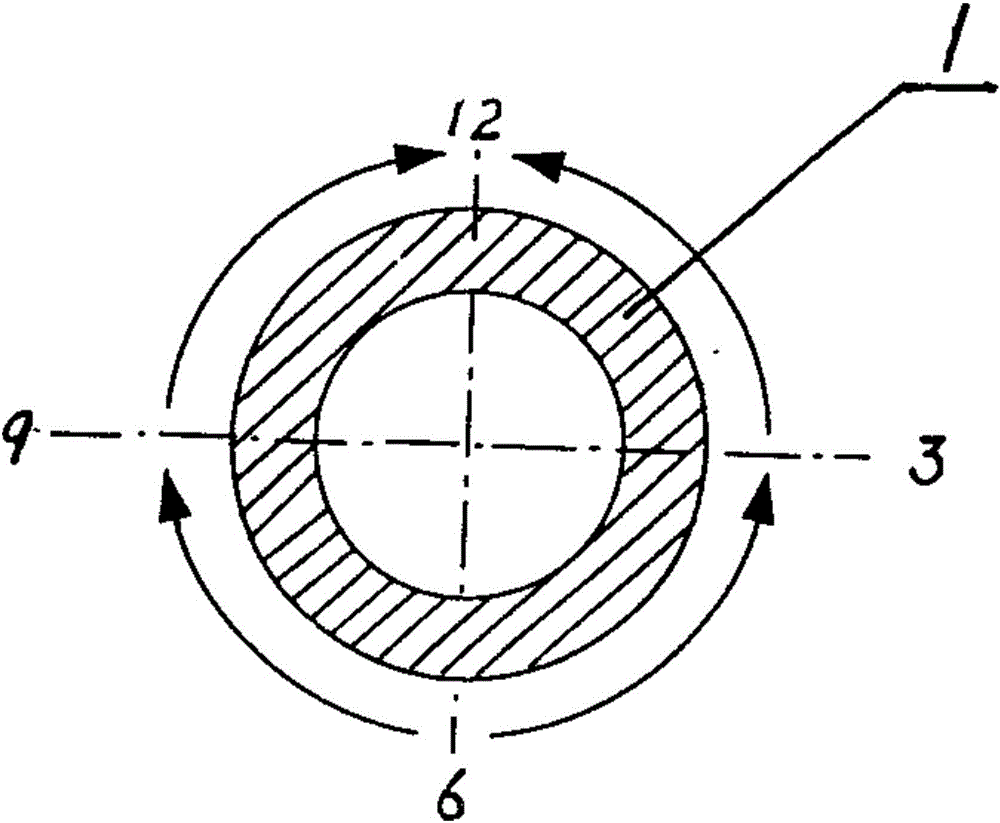
[0028] like figure 1 As shown, it is a schematic diagram of the welding direction in the upright and climbing position of the barrier-free small-diameter pipe butt joint. The described small-diameter pipe welding method adopts the "all-position" welding method, and the entire welding joint 1 is regarded as a clock. It is 6 o'clock, and the left and right are 9 o'clock and 3 o'clock respectively. At this time, the arc is struck from 6 o'clock, and the arc is fired from both sides upwards to 12 o'clock.
[0029] The all-position welding method for barrier-free small-diameter pipes includes the all-position welding method for barrier-free small-diameter tubes and the welding method for barrier-free small-diameter tubes with relatively large welding gaps.
[0030] The barrier-free small-diameter pipe welding adopts the method of all-position welding, and the method is as follows:
[0031] 1. The welding method of the first half circle adopts the method of climbing welding and fla...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com