
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A blade casting mold and its application and blade forming method
A technology for casting molds and blades, applied in casting molding equipment, molds, mold components, etc., can solve the problems of coarse grains on the surface of cooling speed, poor surface finish, insufficient pouring, etc., and achieve less surface defects and better blade quality. , block reasonable effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
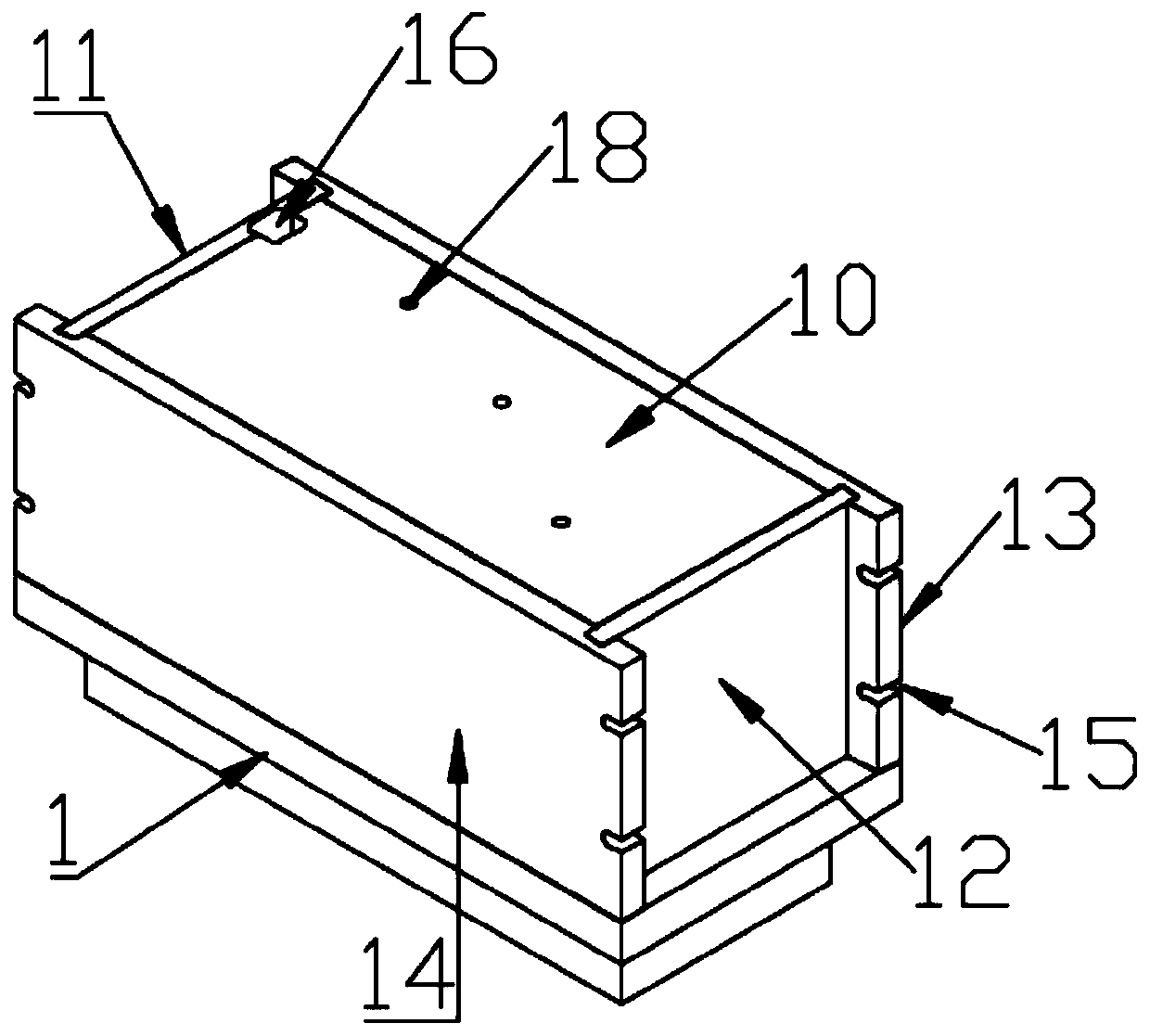
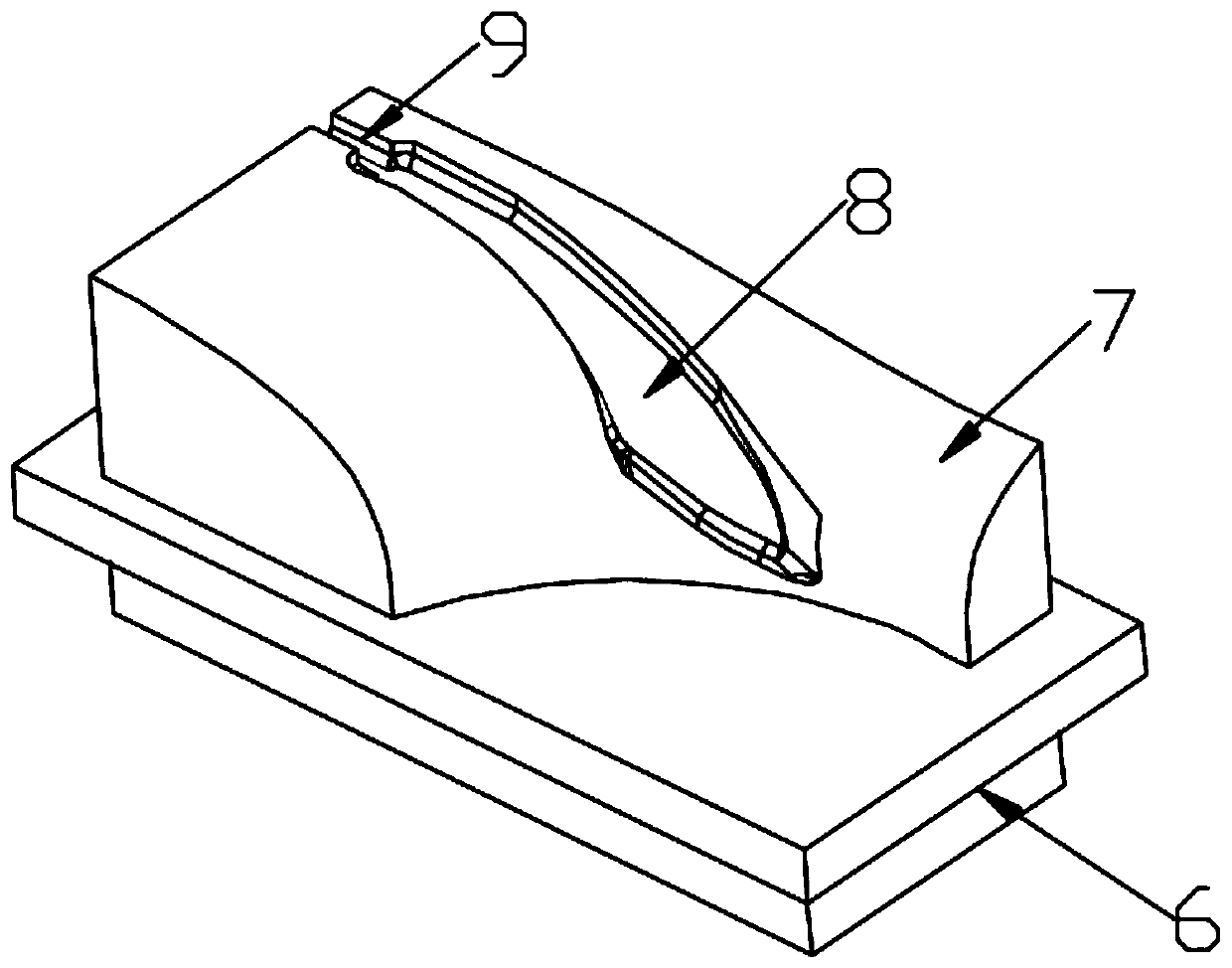
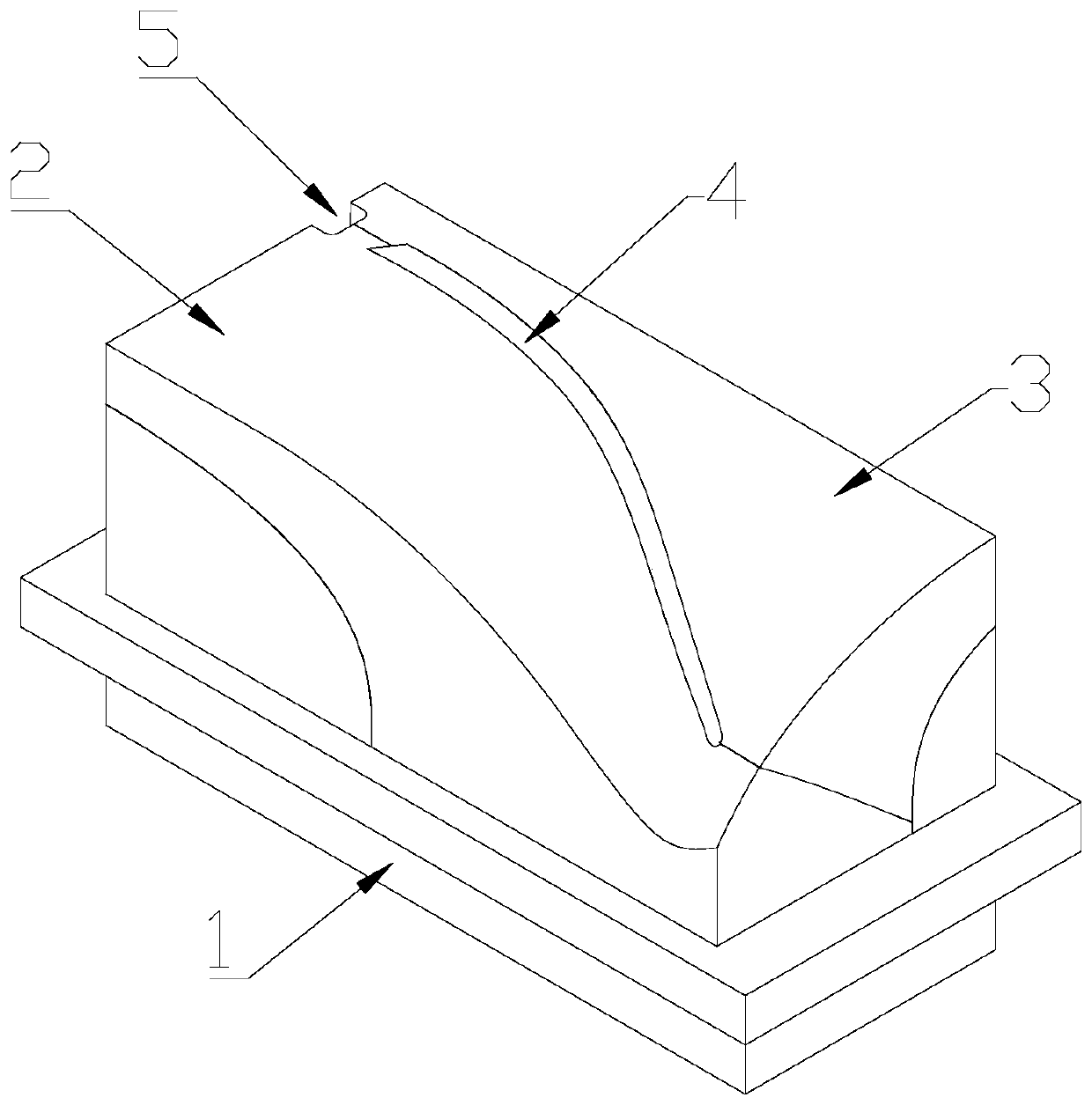
[0047] Such as Figure 1-Figure 3 As shown, a blade casting mold includes an upper mold and a lower mold 1 corresponding to each other. The lower mold 1 and the upper mold are fitted with a first groove 8 for forming a three-dimensional twist on the lower edge of the blade; It includes a first upper mold assembly 2 and a second upper mold assembly 3 corresponding to each other. The abutting surfaces of the first upper mold assembly 2 and the second upper mold assembly 3 are attached to each other. The middle part of the part 2 and the second upper mold assembly 3 has a hollow space 4 for forming the main part of the blade, which is used to mold the thin-walled part of the main body of the blade, and the hollow space surface is three-dimensionally twisted and extended along the surface of the blade; The cover plate 10 is matched, and the second groove 17 used to form the upper edge of the blade is provided at the matching position of the cover plate 10 and the upper mold to mold...
Embodiment 2
[0064] Such as Figure 5 with Figure 7 As shown, one end of the first upper mold assembly 2 and the second upper mold assembly 3 is not attached, and a triangular mold 19 is set at the corners of the highest positions of the first upper mold assembly 2 and the second upper mold assembly 3 , The triangular mold 19 includes a first triangular mold assembly 20 and a second triangular mold assembly 21 corresponding to the front and rear, the first triangular mold assembly 20 and the second triangular mold assembly 21 are attached; the triangular mold is located at the gate It forms part of the runner, which facilitates the removal of the gate and mold removal after the low melting point alloy is solidified.
[0065] A runner 5 connected to the first groove 8 of the lower mold 1 is provided at the outer boundary of the triangular mold 19 near the third limiting plate 13; pouring is carried out from the runner 5, and the casting melt flows from the mold along the runner The first groo...
Embodiment 3
[0067] A method for forming blades includes the following steps:
[0068] Step 1: Clean the surfaces of the components of the blade casting mold, assemble the blade casting mold for use, and coat the inner surface of the blade casting mold with release agent;
[0069] Step 2: Weigh the casting materials according to the set requirements and clean the surface dust of the casting materials;
[0070] Step 3: Put the blade casting mold in the dryer to preheat, and use the temperature measurement module to monitor the temperature of the blade casting mold until the required temperature is set to stop preheating;
[0071] Step 4: Heat the casting material to melt to form a casting material solution, and use the temperature measurement module to monitor the temperature of the casting material solution until the required temperature is set to stop heating;
[0072] Step 5: Remove impurities on the surface of the casting material solution, pour the casting material solution into the blade castin...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com