A method for front and back deep drawing of metal sheet soft mold
A metal sheet and reverse deep drawing technology, which is applied in metal processing equipment, forming tools, manufacturing tools, etc., can solve the problems of surface quality and precision limitations of formed products, complex mold structures, etc., to prevent internal wrinkles and reduce bending deformation resistance Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
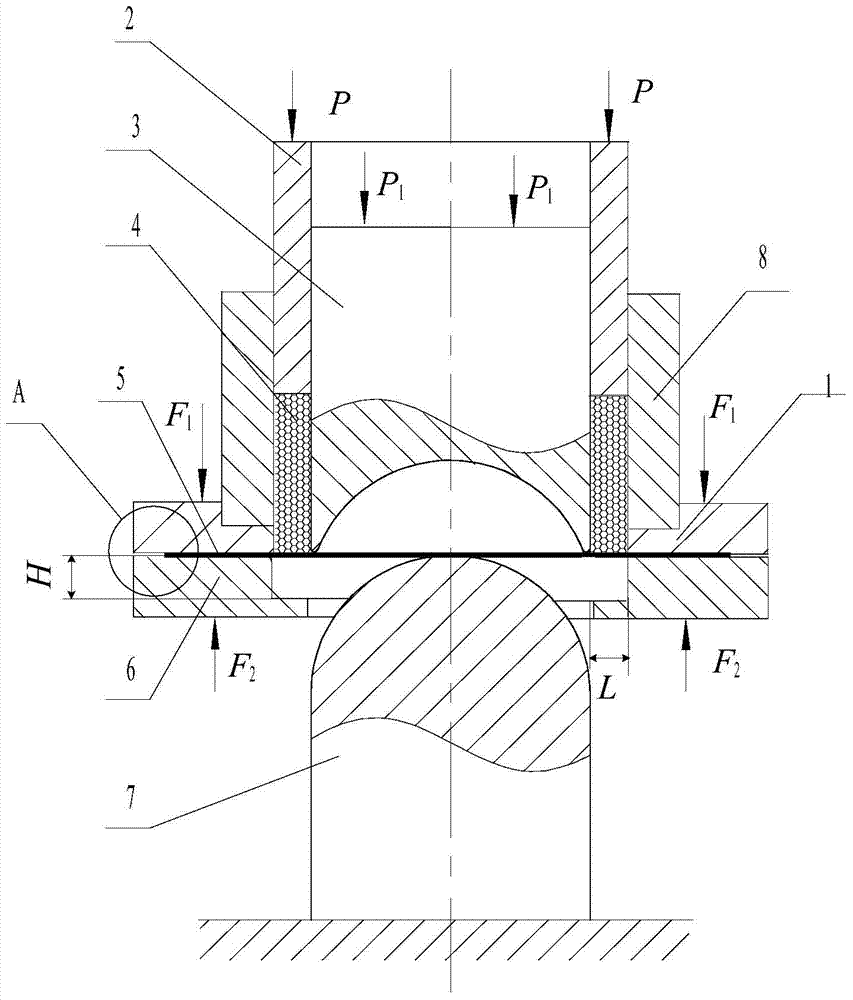
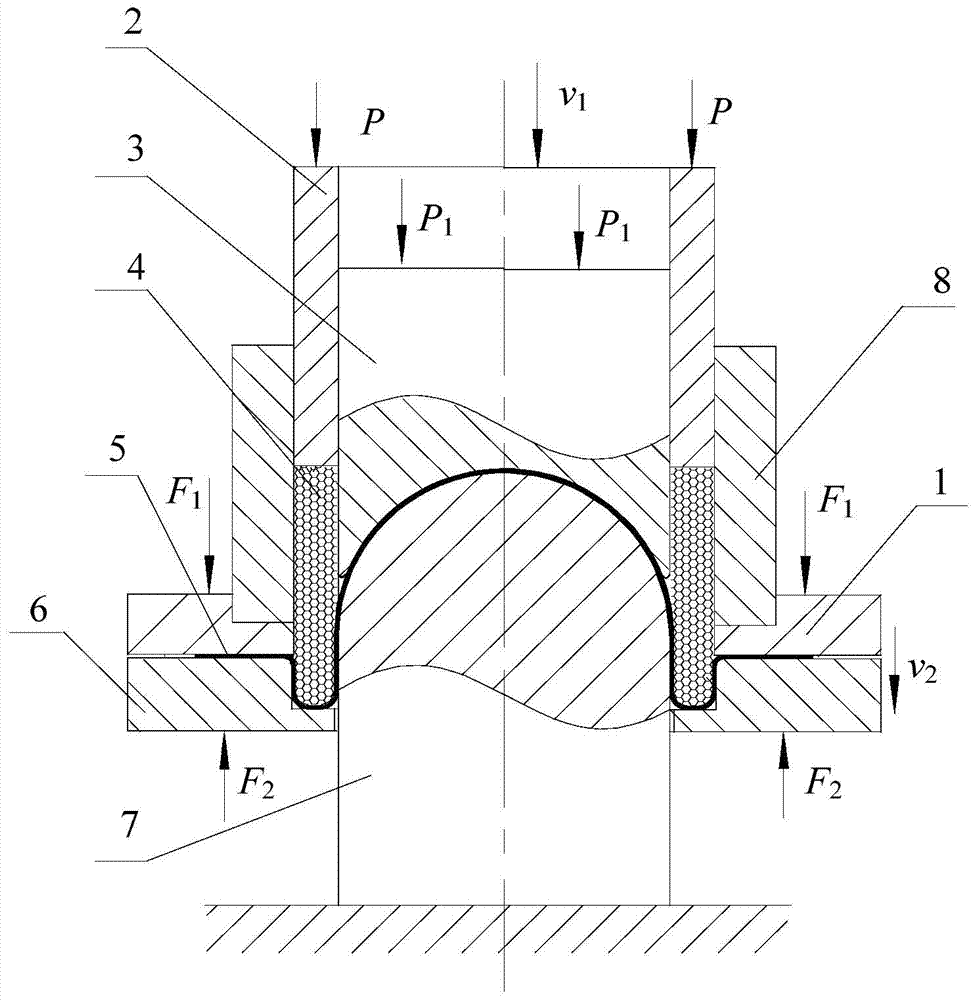
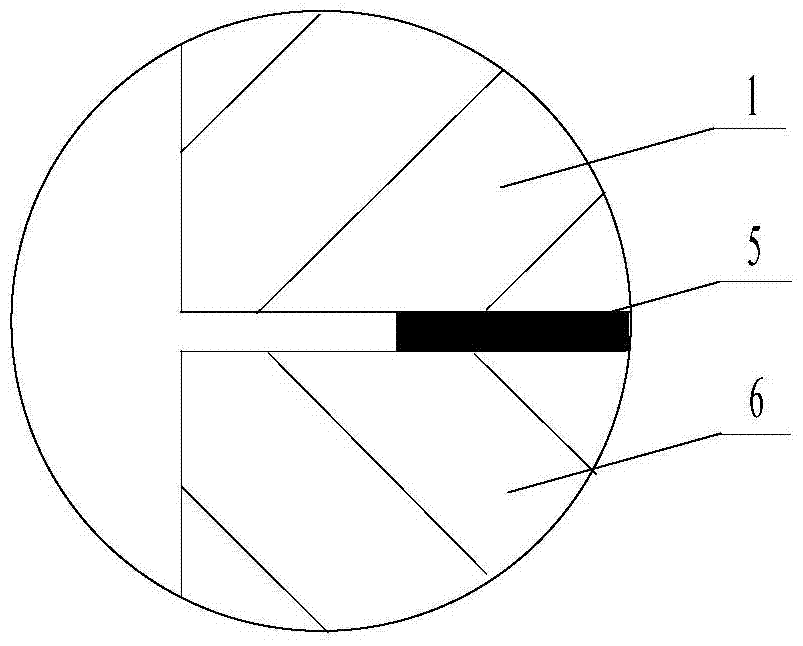
[0030] exist figure 1 In the schematic diagram of the front view section of the mold device before processing of the metal sheet soft mold front and back deep drawing forming method shown, the mold has a cylindrical punch 7 whose lower end is fixed on the forming equipment, and its upper end is shaped as a positive spherical surface. A lower binder ring 6 is set on the outside of the punch, and the lower binder ring is a ring, and the diameter of the central through hole is greater than or equal to the outer diameter of the punch. The circular groove of L is called deep drawing groove. A corresponding upper blankholder 1 is arranged on the lower blankholder, which is also a circular ring, and the diameter of its central through hole = diameter of the punch + width L of the deep drawing groove of the lower blankholder. The central through hole of the binder ring is also provided with an annular groove, which is a connecting groove, and the connecting groove is provided with a ...
Embodiment 2
[0033] exist Figure 4 In the schematic diagram of the front view section of the mold device before the processing of the metal sheet soft mold front and back deep drawing forming method shown, the mold has a cylindrical punch 7 whose lower end is fixed on the mold fixing device, and its upper end is in the shape of a truncated cone. A lower binder ring 6 is set on the outside of the punch, and the lower binder ring is a ring, and the diameter of the central through hole is greater than or equal to the outer diameter of the punch. The circular groove of L is called deep drawing groove. A corresponding upper blankholder 1 is arranged on the lower blankholder, which is also a circular ring, and the diameter of its central through hole = diameter of the punch + width L of the deep drawing groove of the lower blankholder. The central through hole of the binder ring is also provided with an annular groove, which is a connecting groove, and the connecting groove is provided with a ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com