Electrotyping forming method of waveguide assembly
A component and waveguide technology, which is applied in the field of electroforming of waveguide components, can solve the problems of poor toughness and brittle electroformed layer, and achieve the effects of easy processing, fine crystallization and good toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
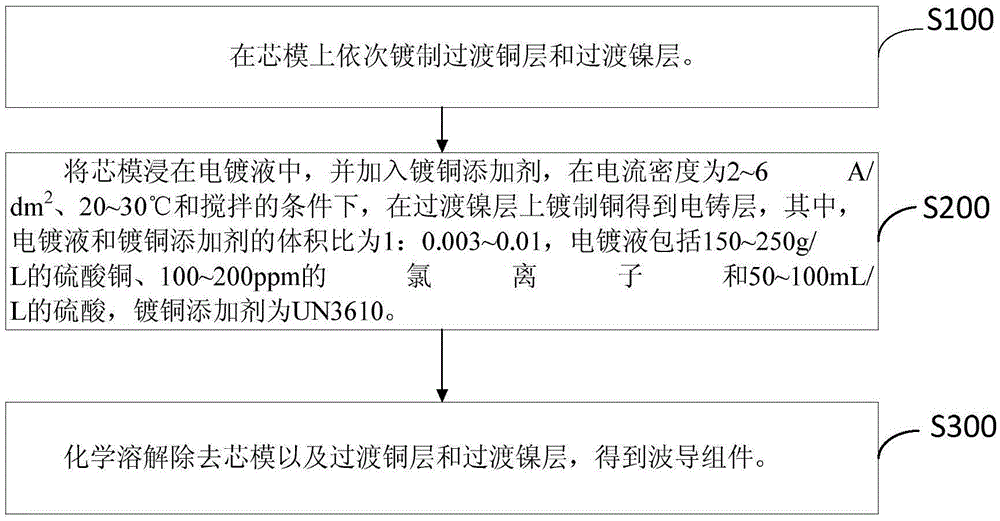
[0049] A transition copper layer and a transition nickel layer are sequentially plated on the aluminum mandrel.
[0050] Immerse the mandrel in the electroplating solution and add copper plating additives at a current density of 2A / dm 2 , 20° C., and a stirring speed of 20 rpm, electroplating on the transition nickel layer for 96 hours, and plating copper to obtain an electroformed layer. Wherein the volume ratio of the electroplating solution and the copper plating additive is 1:0.003, the electroplating solution includes 150g / L of copper sulfate, 100ppm of sodium chloride and 50mL / L of sulfuric acid, the copper plating additive is UN3610, and the current density gradually increases during the plating process. Increase, the current density of high frequency pulse power supply is 2~6A / dm 2 , the duty cycle is 60~90, the negative current density is 2~6A / dm 2 .
[0051] Soak the mandrel provided with the electroformed layer in 50 g / L sodium hydroxide solution at 60° C. until ...
Embodiment 2
[0055] A transition copper layer, a transition nickel layer and a gold layer are sequentially plated on the aluminum mandrel.
[0056] Immerse the mandrel in the electroplating solution and add copper plating additives at a current density of 4A / dm 2 , 25° C., and a stirring speed of 50 rpm, electroplating was performed on the gold layer for 96 hours, and copper was plated to obtain an electroformed layer. Wherein the volume ratio of the electroplating solution and the copper plating additive is 1:0.06, the electroplating solution includes copper sulfate of 180g / L, potassium chloride of 80ppm and sulfuric acid of 70mL / L, the copper plating additive is UN3610, and the current density gradually increases during the plating process. Increase, the current density of high frequency pulse power supply is 2~6A / dm 2 , the duty cycle is 60~90, the negative current density is 2~6A / dm 2 .
[0057] Soak the mandrel provided with the electroformed layer in 70g / L sodium hydroxide solutio...
Embodiment 3
[0061] A transition copper layer, a transition nickel layer and a silver layer are sequentially plated on the aluminum mandrel.
[0062] Immerse the mandrel in the electroplating solution and add copper plating additives at a current density of 6A / dm 2 , 30° C., and a stirring speed of 50 rpm, electroplating was performed on the silver layer for 96 hours, and copper was plated to obtain an electroformed layer. Wherein the volume ratio of electroplating solution and copper plating additive is 1:0.01, and electroplating solution includes the copper sulfate of 250g / L, the sodium chloride of 200ppm and the sulfuric acid of 100mL / L, and copper plating additive is UN3610, and current density gradually Increase, the current density of high frequency pulse power supply is 2~6A / dm 2 , the duty cycle is 60~90, the negative current density is 0.5~2A / dm 2 .
[0063] Soak the mandrel provided with the electroformed layer in 80g / L sodium hydroxide solution at 70°C until no air bubbles ar...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Current density | aaaaa | aaaaa |
| Cross-sectional area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com