Motor train unit aramid fiber honeycomb in-built part forming process
A technology of aramid honeycomb and forming process, which is applied in lamination devices, layered products, lamination, etc., can solve the problems of inability to form smooth transition angles, and achieve the effects of light weight, improved production efficiency, and improved production efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0024] The thermoforming process of side wall window panels is as follows:
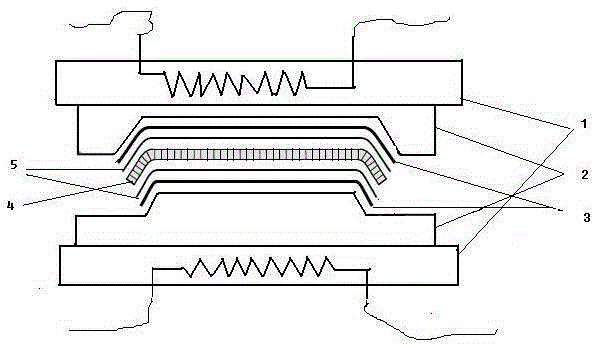
[0025] according to figure 1 Layup preparation and pressing of materials as shown:
[0026] 1) Cut the aramid honeycomb core material (ECA-I-4.8-48) with a thickness of 10mm;
[0027] 2) Put a layer of phenolic resin glass fiber foam felt COMPOLET400-100-4.5 on the honeycomb board;
[0028] 3) Put two layers of phenolic prepreg PF807 on the upper and lower surfaces of the previously prepared board; weight 500g / m 2 , resin content (weight) 40%,
[0029] 4) Wrap the laminated layer with isolation film;
[0030] 5) Hot pressing: Place the prepared sandwich plate blanks correctly in the hot press, adjust the thickness gasket between the molds, so that the thickness between the molds is 0.2mm smaller than the nominal thickness of the part; the set temperature is the mold temperature of the press The temperature is 135°C, and the pressure of the pressing plate is 0.4MPa; then hot pressing is carried ou...
Embodiment 2
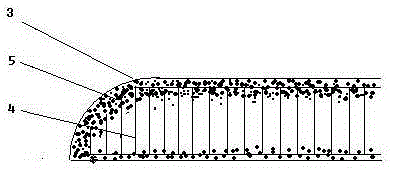
[0032] The hot pressing forming process of the luggage rack arc plate is as follows:
[0033] 1) Cut the aramid honeycomb core material (ECA-I-4.8-48) with a thickness of 6mm;
[0034] 2) Put a layer of phenolic resin glass fiber foam felt COMPOLET400-100-4.5 on the honeycomb board;
[0035] 3) Put two layers of cyanic acid prepreg PN900 on the upper and lower surfaces of the previously prepared board; weight 600g / m 2 , resin content (weight) 50%;
[0036] 4) Wrap the laminated layer with isolation film;
[0037] 5) Hot pressing: Place the prepared sandwich plate blanks correctly in the hot press, adjust the thickness gasket between the molds, so that the thickness between the molds is less than 0.1mm than the nominal thickness of the workpiece; the set temperature is the mold temperature of the press The temperature is 135°C, and the pressure of the platen is 0.1MPa; then hot pressing is carried out according to the molding cycle, the first pressing time is 50S; the second...
Embodiment 3
[0039] The hot pressing forming process of the luggage rack pallet is as follows:
[0040] 1) Cut the aramid honeycomb core material (ECA-I-4.8-48) with a thickness of 15mm;
[0041] 2) Put a layer of phenolic resin glass fiber foam felt COMPOLET400-100-4.5 on the honeycomb board;
[0042] 3) Put two layers of prepreg on the upper and lower surfaces of the previously prepared board; PF807 weight 500g / m 2 , resin content (weight) 40%,
[0043] 4) Wrap the laminated layer with isolation film;
[0044] 5) Hot pressing: Place the finished sandwich plate blanks correctly in the hot press; set the temperature as the mold temperature of the press is 145°C, and the pressure of the pressing plate is 1.0MPa; then perform hot pressing according to the molding cycle, the first time The pressing time is 70S; the second pressing time is 180S; the third pressing time is 60S; the fourth pressing time is 1800S; after each pressing, the mold is lifted by 1mm, and the air release time is 1S. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com