Method for manufacturing dental resin block
A manufacturing method, technology of resin block, applied in the direction of dentistry, dental prosthesis, application, etc., can solve the problems of a lot of time and cost, stimulation of dental pulp, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
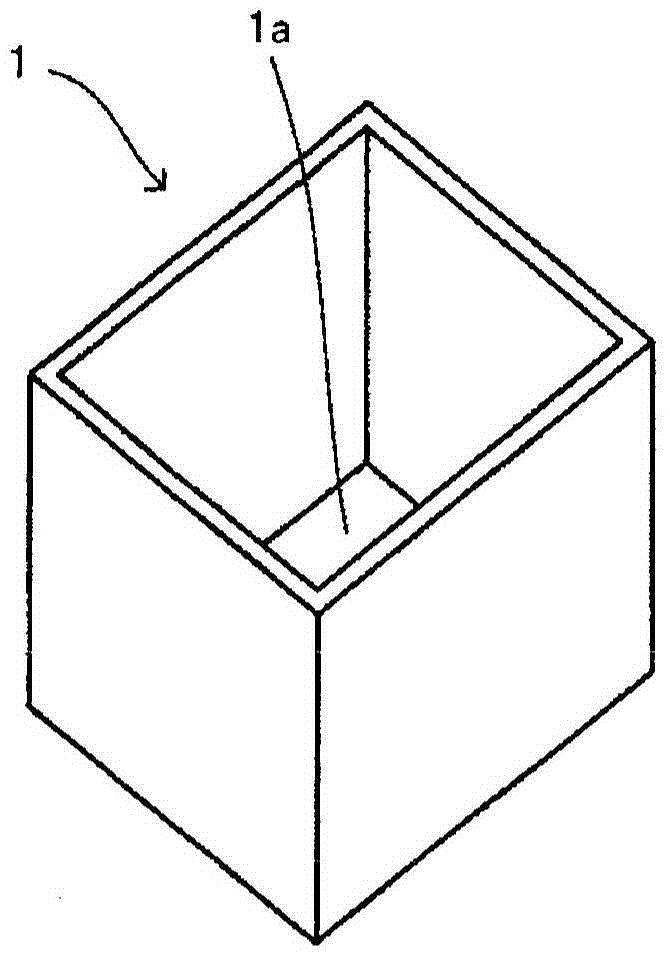
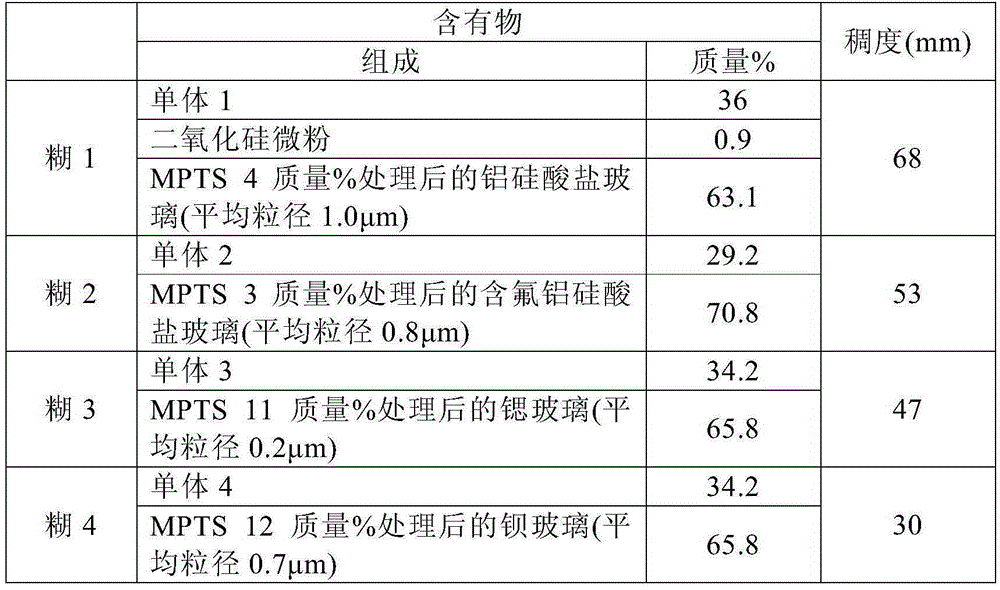
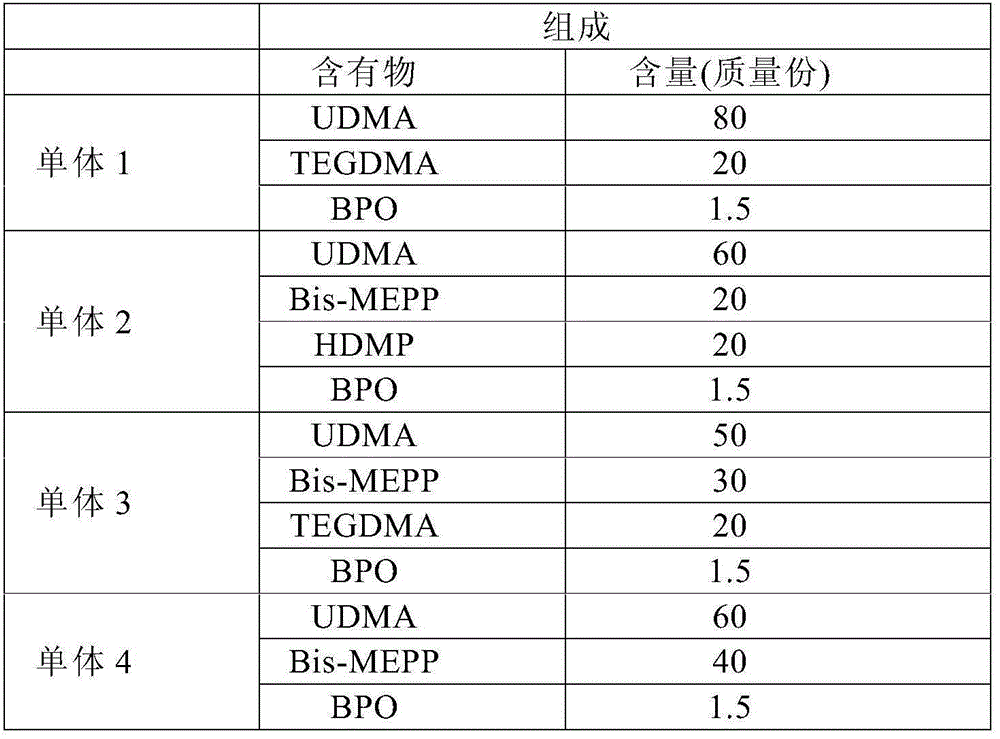
[0059] In Example 1, a polypropylene sheet with a thickness of 1 mm was vacuum-formed to obtain a concave mold with a length of 12 mm×14 mm and a depth of 20 mm. Gently inject paste 1 into the concave mold to fill the inside without gaps. The mold filled with the paste 1 was fixed in an autoclave (manufactured by Kyojin Chemical Co., Ltd.), and nitrogen gas with a concentration of 99.9% was replaced at 0.3 MPa three times so that the oxygen concentration was less than 1.0%.
[0060] Then, the pressure was increased to 2.0 MPa with nitrogen, and at the same time as the pressure increase was completed, the furnace was heated to 120° C., and polymerization and curing were performed for 1 hour. After 1 hour, the pressure was reduced to atmospheric pressure, the mold was taken out after cooling to 60°C or lower in the furnace, and the polymerized dental resin block was pulled out of the mold.
Embodiment 2
[0062] In Example 2, the same mold as in Example 1 was used, paste 2 was gently injected into the mold, and the inside was filled without gaps. The mold filled with the paste 2 was fixed in an autoclave (manufactured by Kyojin Chemical Co., Ltd.), and nitrogen gas with a concentration of 99.9% was replaced at 0.3 MPa three times so that the oxygen concentration was less than 1.0%.
[0063] Then, the pressure was increased to 3.0 MPa with nitrogen, and at the same time as the pressure increase was completed, the furnace was heated to 120° C., and polymerization and curing were performed for 1 hour. After 1 hour, the pressure was reduced to atmospheric pressure, the mold was taken out after cooling to 60°C or lower in the furnace, and the polymerized dental resin block was pulled out of the mold.
Embodiment 3
[0065] In Example 3, a simulation block of 12mm×l4mm×18mm in vertical and horizontal height was embedded with a fluorogen II slurry type (ウォッシュタイプ) (GC Co., Ltd.) as a dental silicone impression material. After curing, the simulation was taken out. Block, get a concave mold. The paste 3 is gently injected into the concave mold to fill the inside without gaps. The mold filled with the paste 3 was fixed in an autoclave (manufactured by Kyojin Chemical Co., Ltd.), and nitrogen gas with a concentration of 99.9% was replaced at 0.3 MPa three times so that the oxygen concentration was less than 1.0%.
[0066] Then, the pressure was increased to 3.0 MPa with nitrogen, and at the same time as the pressure increase was completed, the furnace was heated to 120° C., and polymerization and curing were performed for 1 hour. After 1 hour, the pressure was reduced to atmospheric pressure, the mold was taken out after cooling to 60°C or lower in the furnace, and the polymerized dental resin blo...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com