


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for controlling no soft strip at end part of roller body of large forged steel support roller after quenching
A backup roller and control roller technology, which is applied in the direction of heat treatment process control, manufacturing tools, furnace types, etc., can solve the problems of large wear, reduced service life of backup rollers, and large load, and achieve the effect of good hardness uniformity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1)
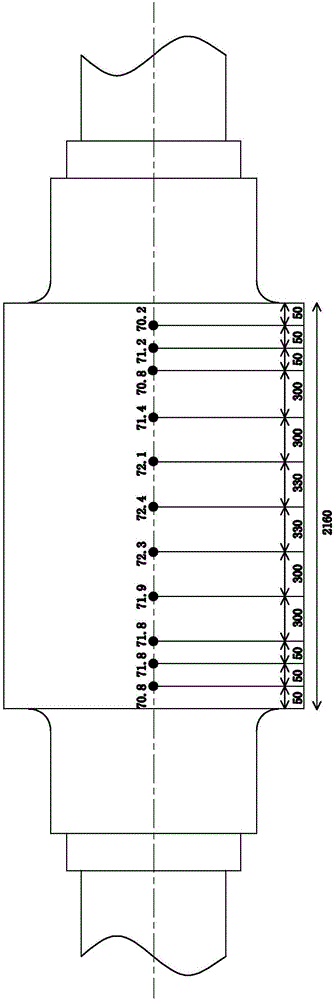
[0014] Taking a large forged steel backup roll with a specification of Φ1630mm×2050mm×5385mm as an example, the method of controlling the large forged steel backup roll without a soft band at the end of the roll body after quenching in this embodiment includes:
[0015] ① During the semi-finishing process, the length of the roll body of the large forged steel support roll is designed to be 2160mm, that is, both sides of the roll body are lengthened by 55mm, so that even if there is a soft band in a small area at the end of the roll body after quenching, This soft band can be removed by turning.
[0016] ②During the heating process, control the temperature uniformity of the surface of the roll body within ±10°C to ensure the uniformity of the final hardness.
[0017] ③After heating and before spray cooling, pre-cool for 10 minutes, and control the temperature difference between the two ends of the roll body and the middle of the roll body to be ≤20°C.
[0018] ④Use the water m...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com