Non-melting electrode welding method based on gas-electric pulse combined action
A non-melting electrode and joint action technology, applied in welding equipment, welding accessories, arc welding equipment, etc., can solve problems such as shallow penetration, low productivity, and low deposition speed, so as to maintain consistency, suppress arc divergence, reduce Effect of Weld Formation Defects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0047] A non-melting electrode welding method with gas-electric pulse combined action in this embodiment, taking plasma synchronous control welding with gas-electric pulse combined action as an example, the specific operation is as follows
[0048] Step 1: Before welding, after grinding and cleaning the 5mm thick aluminum alloy plate of the workpiece to be welded, fix it on the welding fixture;
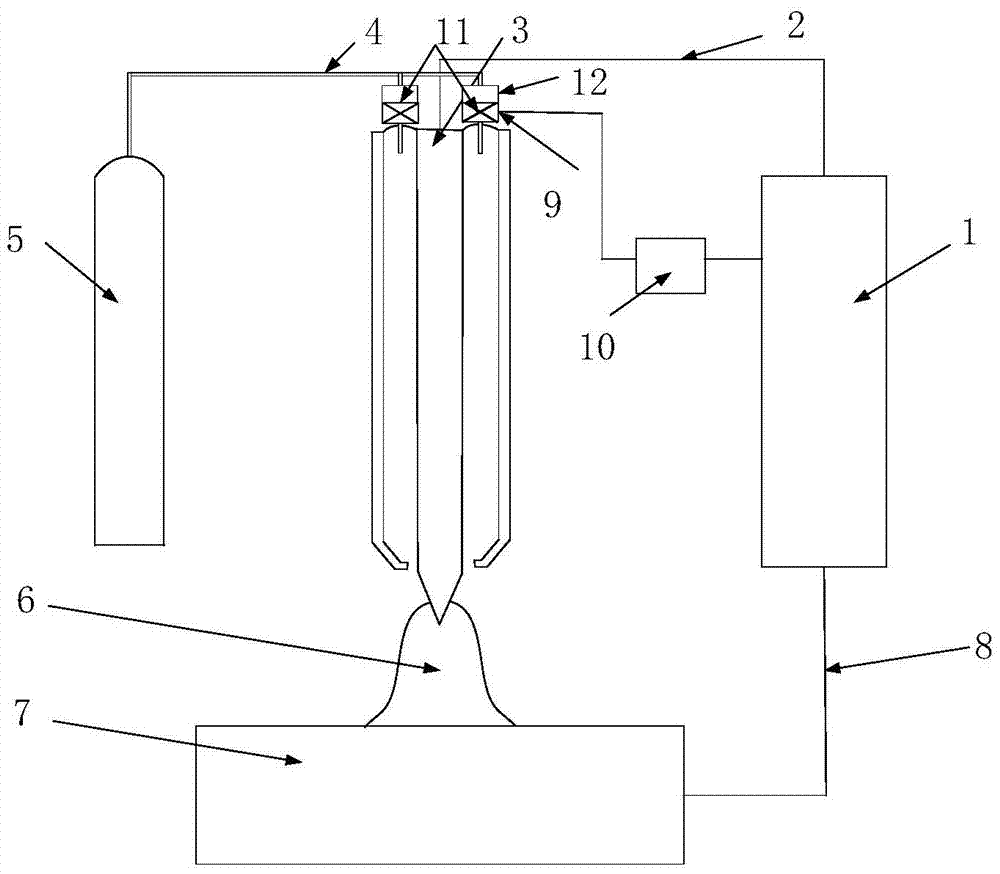
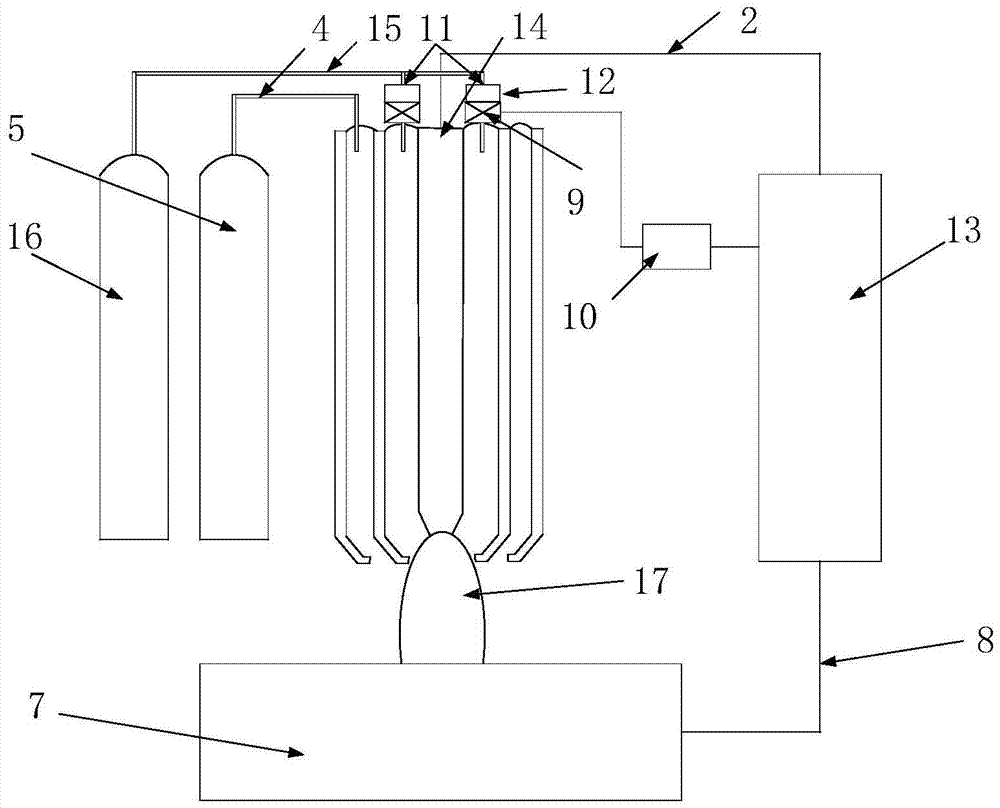
[0049] Step 2: Follow the figure 2 As shown, connect the circuit and gas circuit, make the plasma welding torch vertical to the upper part of the part to be welded, and connect the air flow waveform controller and ion gas control execution unit into the system;
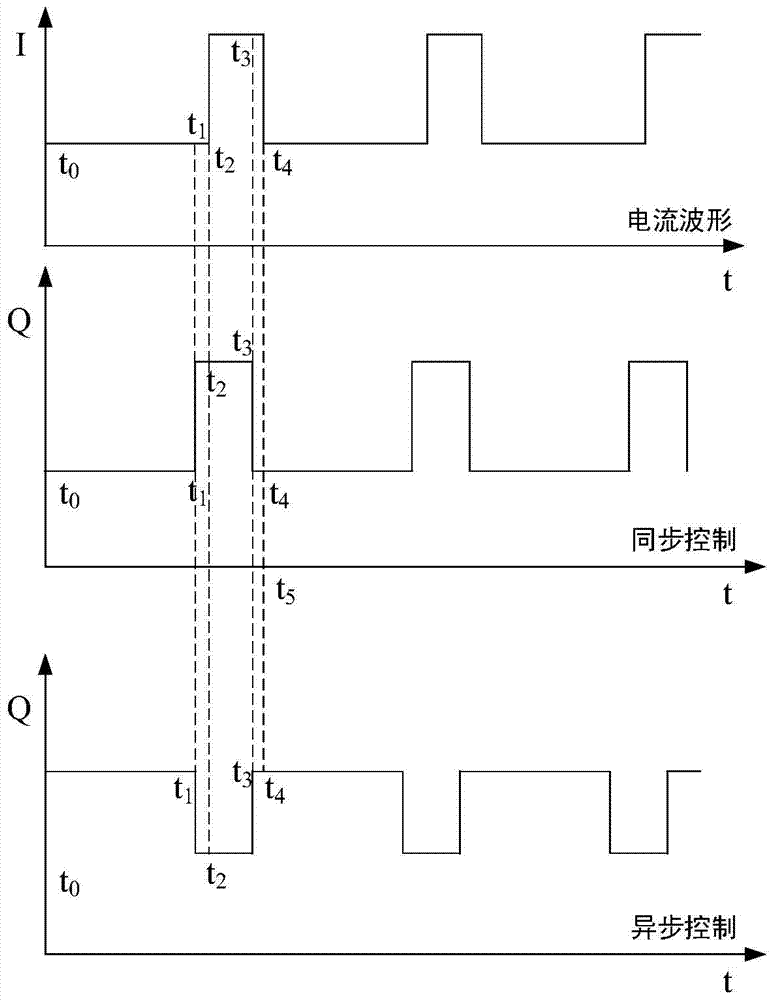
[0050] Step 3: Set welding process parameters: welding current 80 / 120A, welding speed 0.1m / min, arc height 4mm, shielding gas flow 16.0L / min, ion gas flow 3.0L / min and 4.0L / min, shielding gas and The ion gas is 99.99% argon, the peak time is 25ms, and the base value time is 6ms;
[0051] Step 4: Select the time node in a s...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com