Pipeline piece resistance butt welding method
A technology for resistance butt welding and pipe fittings, which is used in resistance welding equipment, welding media, pressure electrodes, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0023] The first step is to select two pipeline parts to be welded, which are copper tubes and aluminum tubes. The resistivity of copper is about 16.73 (nΩ·m), and the resistivity of aluminum is about 26.55 (nΩ·m). The welded end of the copper tube is necked.
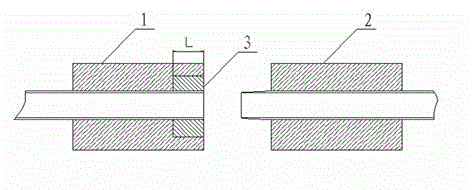
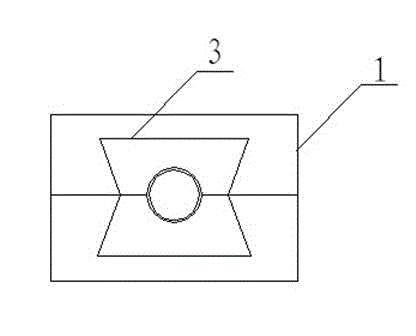
[0024] The second step is to make electrodes, such as figure 1 , 2 As shown, the welding equipment is selected. The welding equipment is provided with clamp electrodes. The clamp electrodes include a first electrode 1 and a second electrode 2. Both the first electrode 1 and the second electrode 2 are composed of upper and lower clamp electrodes. The upper and lower clamping electrodes of the electrode 1 and the second electrode 2 are provided with a groove with a semicircular cross section, so that the first electrode 1 and the second electrode 2 form a central hole after assembly, and the aluminum tube and the copper tube are respectively fixed on the In the center hole of the first electrode 1 and the second electro...
Embodiment 2
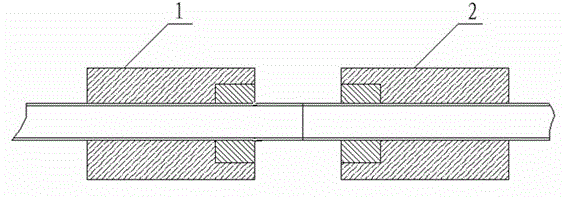
[0034] In this embodiment, aluminum tube-aluminum tube butt welding is selected. Such as image 3 As shown, in order to prevent the aluminum tube from destabilizing at high temperature, an auxiliary electrode 3 is provided on both the first electrode 1 and the second electrode 2. The assembly structure of the auxiliary electrode is the same as that of the auxiliary electrode on the first electrode 1 in Example 1. The aluminum pipes to be welded are respectively installed on the first electrode 1 and the second electrode 2, and then are butt welded. Due to the low melting point of the aluminum tube, brass can be selected to make the auxiliary electrode, and the coefficient n is 0.5.
Embodiment 3
[0036] When the pipeline parts are aluminum tube-304 stainless steel tube, the resistivity of the aluminum tube is 26.55 (nΩ·m), and the resistivity of the 304 stainless steel tube is 73 (nΩ·m). On the electrode side, the aluminum tube is placed on the second electrode side, and the end of the aluminum tube is shrunk, and the rest are the same as in Embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| electrical resistivity | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com