Bimetal composite pipe and manufacturing process thereof
A bimetallic composite pipe and process technology, which is applied in the direction of manufacturing tools, metal processing equipment, pipes, etc., can solve the problems of poor surfacing welding quality and difficult surfacing welding, and achieve the effect of ensuring the quality of welding construction
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
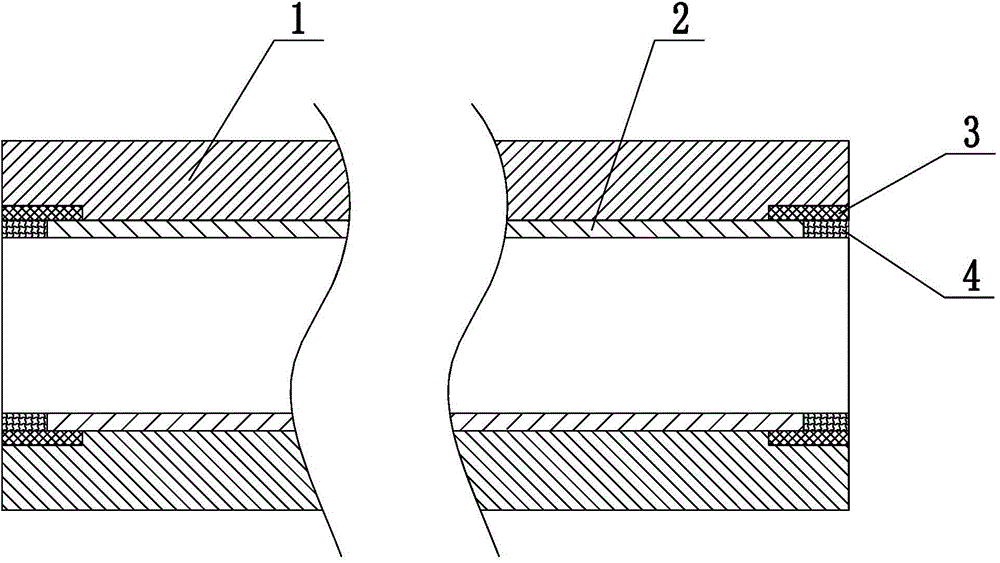
[0028] Such as figure 1 The shown bimetallic composite pipe includes a base pipe 1 and an inner liner 2 sleeved inside the base pipe 1, the length of the inner liner 2 is shorter than the length of the base pipe 1, and the two ends of the base pipe 1 Annular grooves are provided on the inner walls, and a first surfacing layer 3 is welded in the annular grooves. The inner diameter of the first surfacing layer 3 is the same as that of the base pipe 1. The first surfacing layer 3 A second overlay 4 is welded on the inner wall of the inner lining pipe 2, the end of the second overlay 4 is flush with the end of the base pipe 1, and the second overlay 4 The inner diameter of the inner liner pipe 2 is the same, and the depth of the second surfacing layer 4 along the axial direction of the bimetallic composite pipe is smaller than the depth of the annular groove along the axial direction of the bimetallic composite pipe.
[0029] In this embodiment, the depth of the annular groove al...
Embodiment 2
[0042] This embodiment is the same as Embodiment 1, except that the depth of the annular groove along the axial direction of the bimetallic composite pipe is 40 mm, and the depth of the annular groove perpendicular to the axial direction of the bimetallic composite pipe is 3 mm. The depth of the second surfacing layer 4 along the axial direction of the bimetal composite pipe is 20 mm.
Embodiment 3
[0044] This embodiment is the same as Embodiment 1, except that the depth of the annular groove along the axial direction of the bimetallic composite pipe is 60 mm, and the depth of the annular groove perpendicular to the axial direction of the bimetallic composite pipe is 2.5 mm. , the depth of the second surfacing layer 4 along the axial direction of the bimetal composite pipe is 30 mm.
[0045] The bimetallic composite pipe of the present invention can ensure the effective compounding of the base pipe and the inner liner pipe end by opening annular grooves on the inner walls of both ends of the base pipe, and welding the first overlay welding layer in the annular grooves, thereby ensuring that the bimetal The lining pipe of the composite pipe is not affected by the base pipe during the girth welding process, which ensures the welding construction quality of the thin-walled stainless steel lining.
PUM
| Property | Measurement | Unit |
|---|---|---|
| depth | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
| depth | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com