A method for preparing and processing a large thin-walled shell made of aluminum matrix composite material
A technology of aluminum-based composite materials and thin-walled shells, applied in metal processing equipment, etc., can solve the problems of uneven particle distribution, poor particle distribution uniformity, and affecting the overall performance of products, so as to facilitate spinning forming and reduce Area of action, effect of good application promotion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
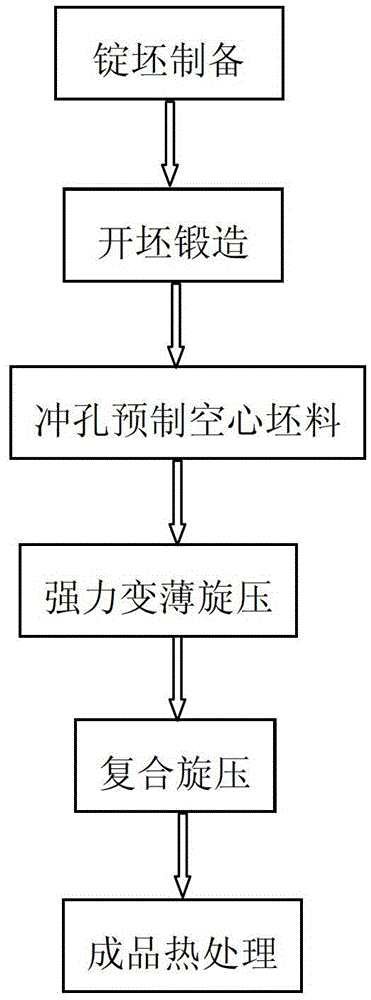
Method used
Image

Examples
Embodiment 1
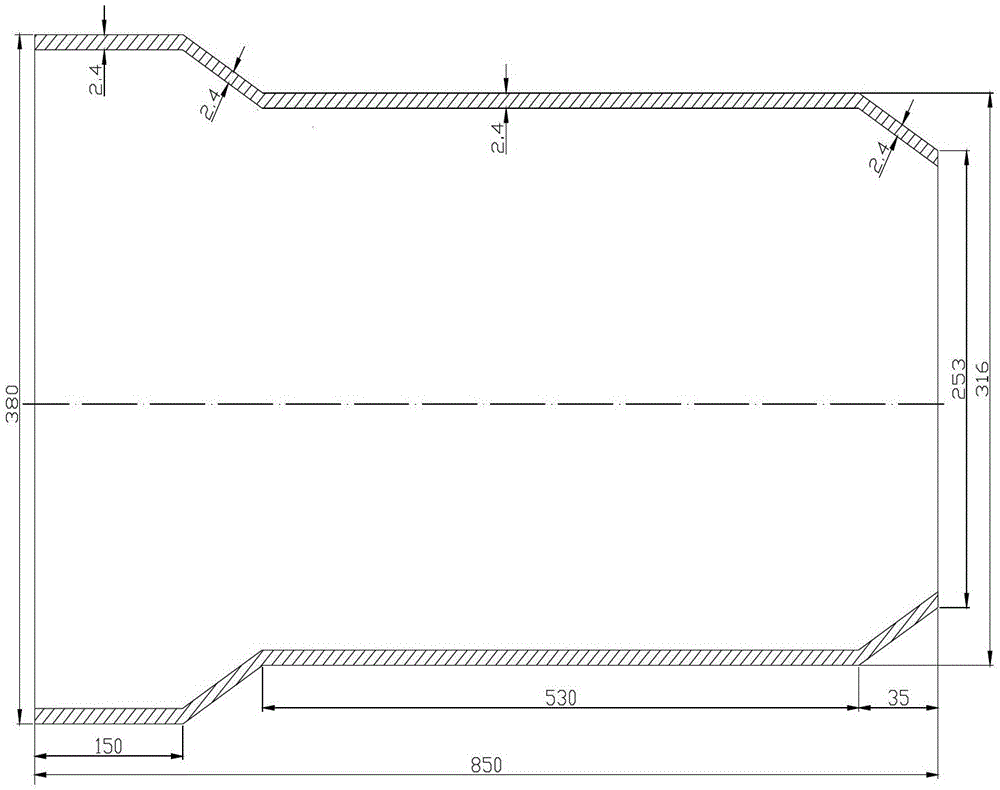
[0038] Processing object is A1 2 0 3 / 2124 composite shell (see attachment figure 2 ), A1 was prepared by powder metallurgy process 2 0 3 / 2124 Composite materials, A1 in composite materials 2 0 3The volume fraction of particles is 5%, the average size is 5 μm, and the diameter of the composite ingot is Ф500 mm. Use ordinary carbon steel to sheath the composite material ingot. The forging temperature of the sheath is 400°C. Two fires are used for piercing and drawing. The deformation of each fire is not less than 70%, and it is rounded into a bar. After the material is punched, forged and machined, it is prefabricated into a hollow blank with an outer diameter of 400mm and an inner diameter of 200mm. Then carry out isothermal compound extrusion, the extrusion temperature is 445°C, the extrusion speed is 0.1mm / s, and the extrusion ratio is 5.2; after machining, the outer diameter of the tube blank is Ф396mm, and the wall thickness is 10mm. Carry out hot and powerful spi...
Embodiment 2
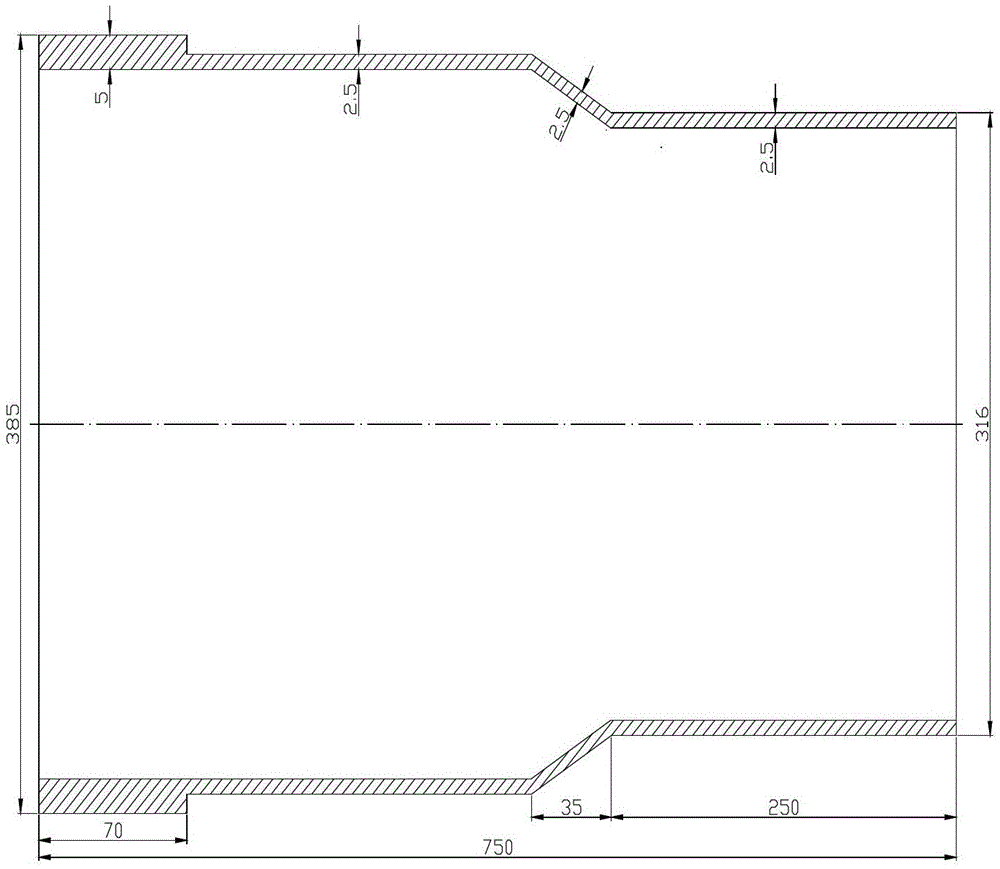
[0040] Processing object is A1 2 0 3 / 2124 composite shell (see attachment image 3 ), the preparation of the composite material tube blank and the hot-warm strong thinning spinning and heat treatment are the same as in Example 1. When the wall thickness of the hot strong spinning tube blank is 5mm, the cone surface is formed by shear spinning, and the shear spinning temperature, The supplementary heat method and tool preheating temperature are the same as the shear spinning temperature, supplementary heating method and tool preheating temperature of thermal force thinning spinning, the feed ratio is 0.9mm / r, and the thinning rate is 20%. ; After the cone surface is formed, the two ends of the shell are subjected to hot and strong thinning and spinning, and the final pass of the finished product is formed by warm spinning.
Embodiment 3
[0042] Processing object is A1 2 0 3 / 6061 composite shell (see attachment Figure 4 ), A1 was prepared by stirring casting process 2 0 3 / 6061 Composite materials, A1 in composite materials 2 0 3 The volume fraction of particles is 8%, the average size is 7 μm, and the diameter of the composite ingot is Ф380 mm. Use ordinary carbon steel to sheath the composite material ingot. The forging temperature of the sheath is 450°C. Two fires are used for piercing and drawing. The deformation of each fire is more than 70%, and it is rounded into a rod. After the forging rod is blanked Carry out punching forging and machining, and prefabricate a hollow blank with an outer diameter of 300mm and an inner diameter of 140mm. Then carry out isothermal compound extrusion, the extrusion temperature is 500°C, the extrusion speed is 0.05mm / s, and the extrusion ratio is 4.7; after machining, the outer diameter of the tube blank is Ф296mm, and the wall thickness is 9mm. Carry out hot and p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| size | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com