Deep hole machining ejector drill
A jet-suction drilling and deep hole technology, applied in metal processing equipment, drilling/drilling equipment, repairing and other directions, can solve the problems of uncontrollable water flow in the inner hole, affecting the cooling of the front-end drill bit, and short tool life, etc. To achieve the effect of easy iron filings discharge, ingenious structure and improved quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0023] The present invention will be further explained below in conjunction with the accompanying drawings and specific embodiments. It should be understood that the following specific embodiments are only used to illustrate the present invention and are not intended to limit the scope of the present invention. It should be noted that the words "front", "rear", "left", "right", "upper" and "lower" used in the following description refer to the directions in the drawings, and the words "inner" and "outer ” refer to directions towards or away from the geometric center of a particular part, respectively.
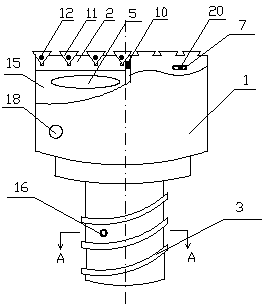
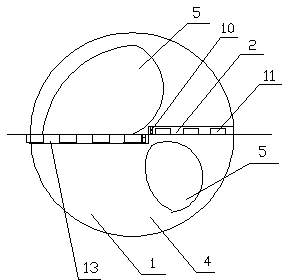
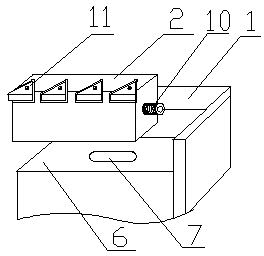
[0024] As shown in the figure, an ejector drill for deep hole processing according to the present invention includes a drill body 1, two tool holders 2 and a hollow connecting thread 3, the drill body 1 is in the shape of a fan blade 4, and the hollow interior is Chip outlet channel 5, the number of the blades 4 is 2, the blades 4 are evenly distributed around the central axis ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com