Forming method of aeroengine hollow guide vane
An aero-engine and hollow diversion technology, which is applied in the direction of engine components, mechanical equipment, non-electric welding equipment, etc., can solve the problems of low welding pass rate, high labor intensity, high production cost, etc., to improve the strength of weld seam and improve production Efficiency, the effect of reducing production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0030] The inner cavity thickness of the forged aero-engine hollow guide vane in this embodiment is 1.3mm, and the specific forming method adopts the following steps:
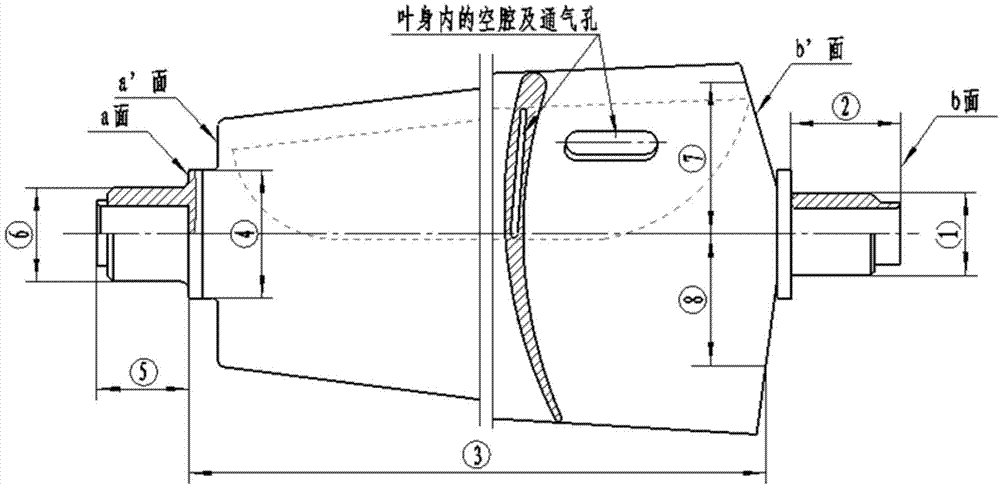
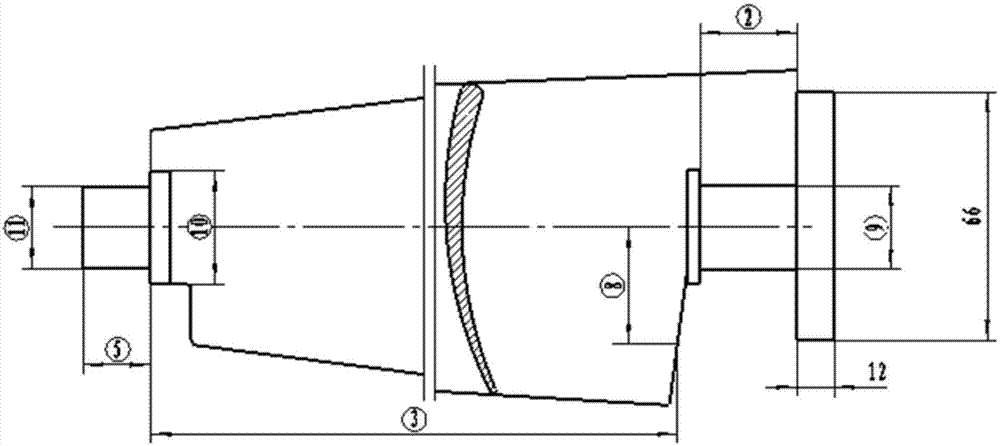
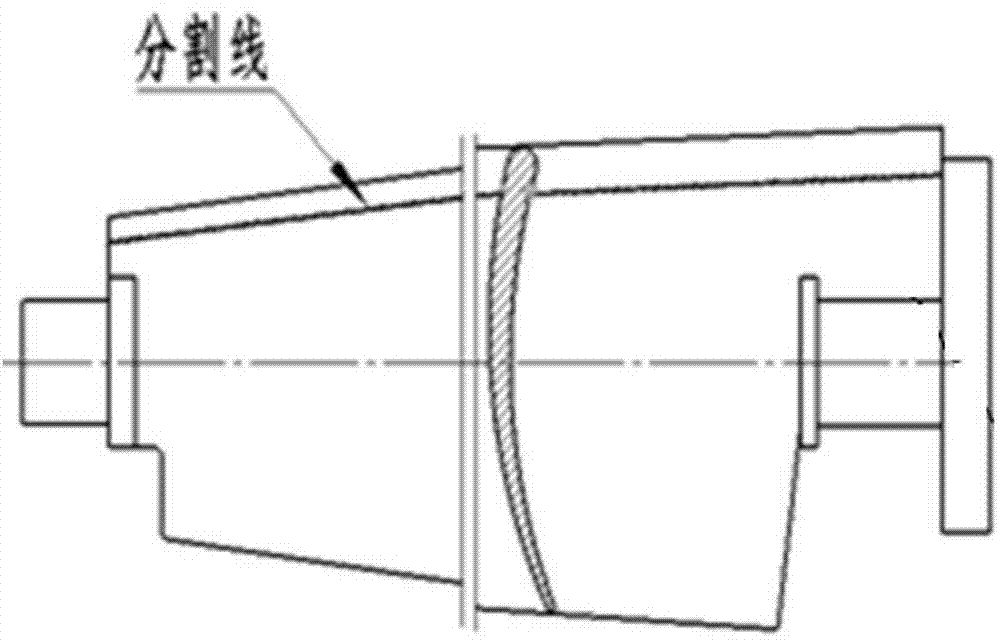
[0031] Step 1: Forge the blank of the main body of the blade and the blank of the exhaust edge insert respectively; the theoretical separation surface of the blade main body and the exhaust edge insert is obtained by extending the end face of the blade inner cavity close to the exhaust edge and extending 5mm toward the exhaust edge plane, and the blade main body blank and the exhaust edge insert blank each have a machining allowance extending 2.5 mm from the theoretical separation surface; the schematic diagram of the blade main body and the exhaust edge insert is shown in Figure 5 and Figure 6 shown.
[0032] Such as figure 2 As shown, when forging the blank of the main body of the blade, a technical blade crown is forged on the b-side of one end of the main blade blank. The size of the technical blade cr...
Embodiment 2
[0040] The inner cavity thickness of the forged aero-engine hollow guide vane in this embodiment is 1.4mm, and the specific forming method adopts the following steps:
[0041] Step 1: Forge the blank of the main body of the blade and the blank of the exhaust edge insert respectively; the theoretical separation surface of the blade main body and the exhaust edge insert is obtained by extending the end face of the blade inner cavity close to the exhaust edge and extending 5mm toward the exhaust edge plane, and the blade main body blank and the exhaust edge insert blank each have a machining allowance extending 2.5 mm from the theoretical separation surface; the schematic diagram of the blade main body and the exhaust edge insert is shown in Figure 5 and Figure 6 shown.
[0042] Such as figure 2 As shown, when forging the blank of the main body of the blade, a technical blade crown is forged on the b-side of one end of the main blade blank. The size of the technical blade cr...
Embodiment 3
[0050] The inner cavity thickness of the forged hollow guide vane of the aero-engine in this embodiment is 1.5mm, and the specific forming method adopts the following steps:
[0051] Step 1: Forge the blank of the main body of the blade and the blank of the exhaust edge insert respectively; the theoretical separation surface of the blade main body and the exhaust edge insert is obtained by extending the end face of the blade inner cavity close to the exhaust edge and extending 5mm toward the exhaust edge plane, and the blade main body blank and the exhaust edge insert blank each have a machining allowance extending 2.5 mm from the theoretical separation surface; the schematic diagram of the blade main body and the exhaust edge insert is shown in Figure 5 and Figure 6 shown.
[0052] Such as figure 2 As shown, when forging the blank of the main body of the blade, a technical blade crown is forged on the b-side of one end of the main blade blank. The size of the technical b...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com