Flying gauge change control method of tandem cold mill
A technology of dynamic size change and control method, applied in rolling mill control device, metal rolling, metal rolling, etc., can solve the problem that dynamic size change control is not ideal and so on
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0097] In order to make the object, technical solution and advantages of the present invention clearer, the present invention will be further described in detail below in conjunction with the accompanying drawings and embodiments. It should be understood that the specific embodiments described here are only used to explain the present invention, not to limit the present invention.
[0098] figure 1 A schematic diagram of part of the equipment of the five-stand tandem cold rolling mill in the pickling mill combined unit used in this embodiment,
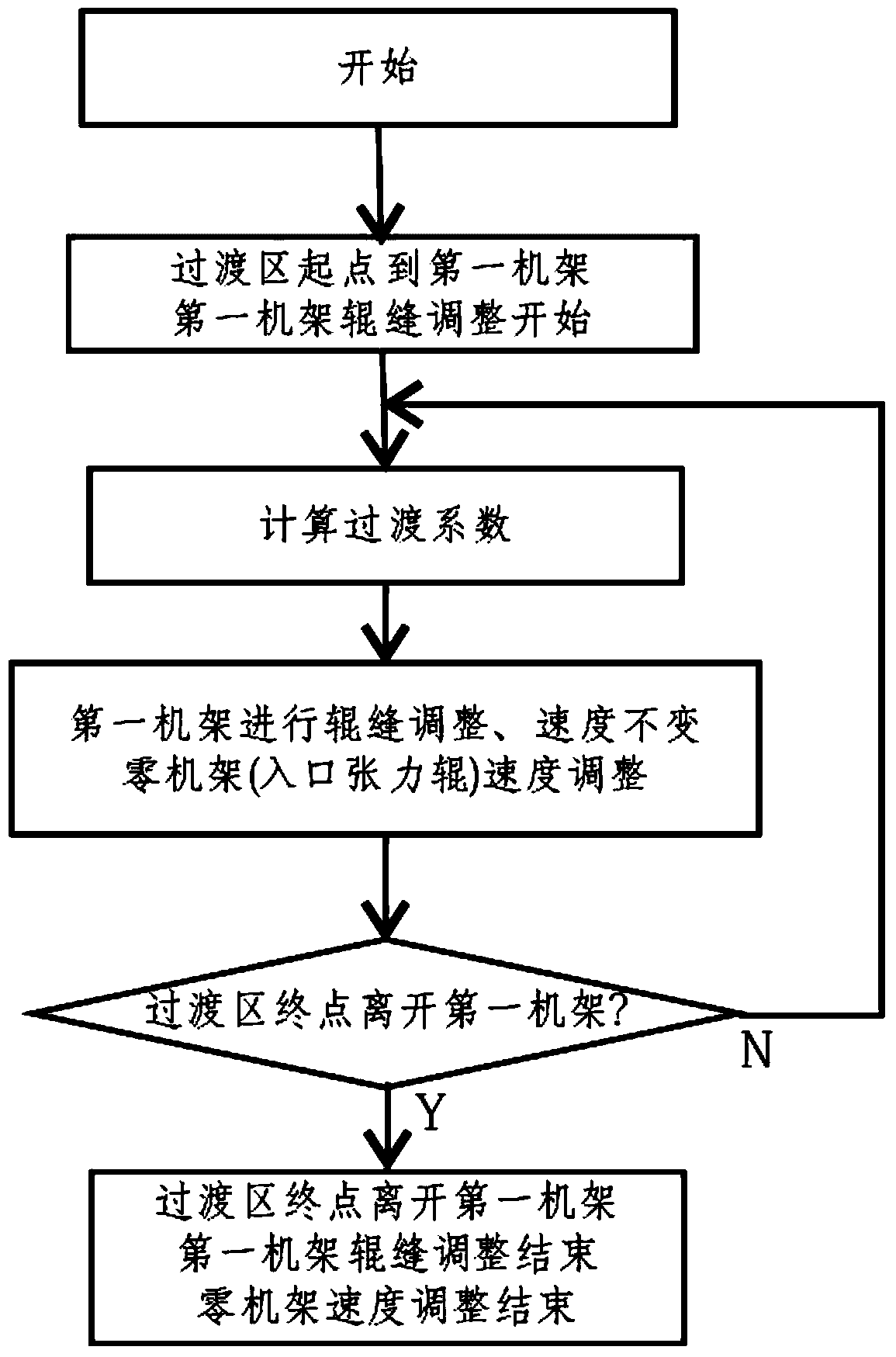
[0099] The steps of the control method for dynamically changing specifications in this embodiment are as follows:
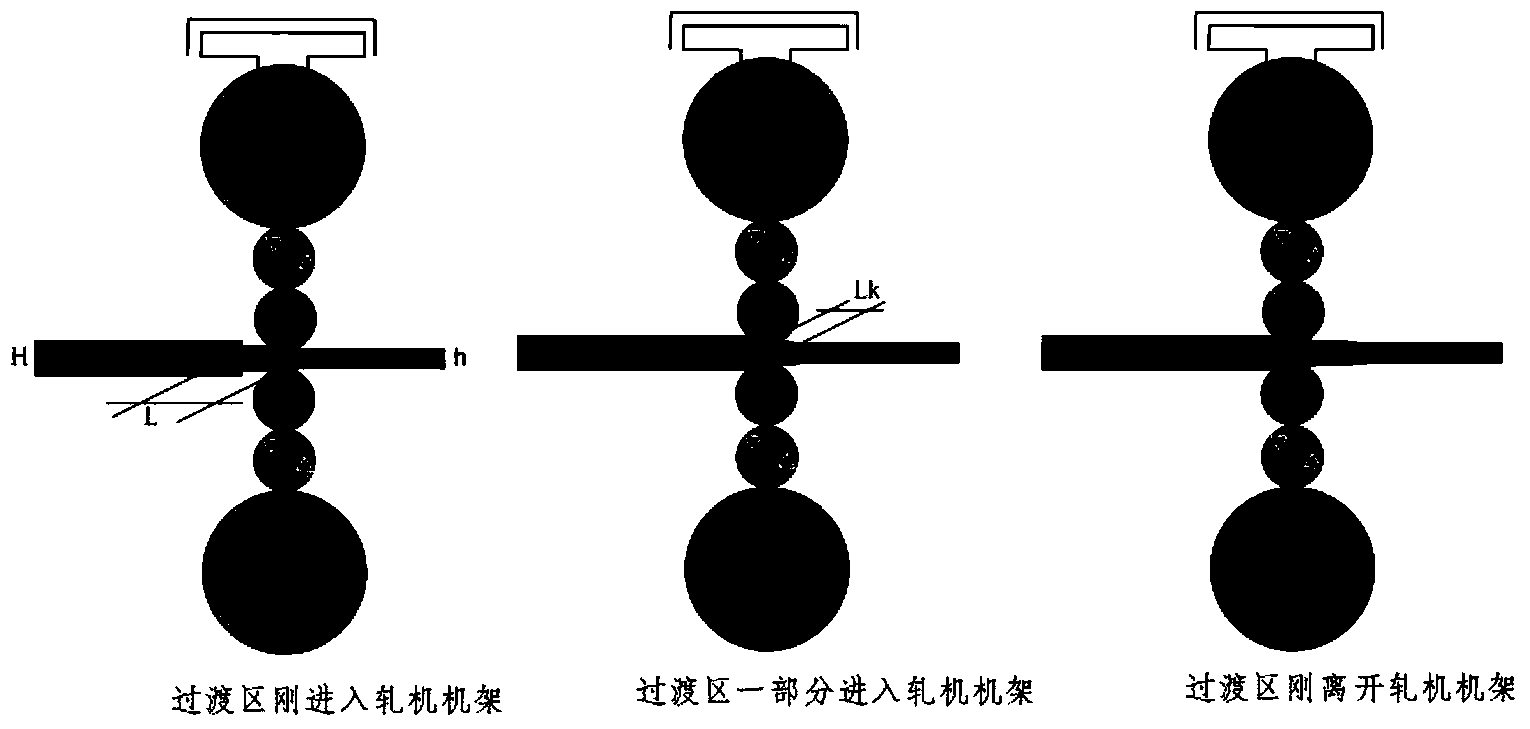
[0100] 1. Firstly, select the transition area where the specification changes dynamically.
[0101] During specification change control, the distance from the strip steel change specification transition zone to each frame is tracked, and the distance is constantly changing when the unit is running.
[0102] Such as f...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com