Submerged-arc welding method of high-intensity steel thick plate for nuclear power
A welding method and submerged arc welding technology, applied in the direction of arc welding equipment, welding medium, welding equipment, etc., to achieve the effects of high impact energy, excellent low-temperature impact toughness and crack resistance, high impact toughness reserve and safety margin
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
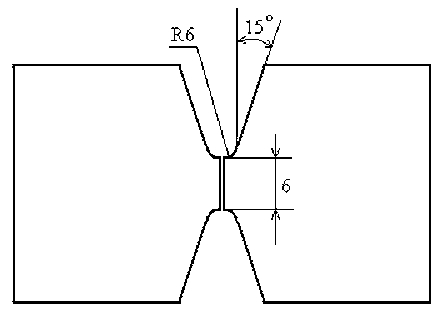
[0021] Base material: -50℃ nuclear power steel with tensile strength of Rm620MPa and yield strength Rel of 520MPa, the thickness of the steel plate is 36mm+36mm; Symmetrical U-shaped groove, groove angle is 60°, blunt edge 6mm, R6mm;
[0022] Welding material matching: WGX1 welding wire, wire diameter Ф4.0mm, flux is CHF105, mechanical properties of deposited metal are R el =560MPa, R m =650 MPa, A=24%, Z=66%, impact energy -50℃KV 2 =117J.
[0023] Butt joint welding is carried out, the welding current is 700~695A, the welding voltage is 33V, the welding speed is 45~42cm / min, and the welding line energy is 31~32kJ / cm; The temperature is controlled at 160~165℃, no preheating before welding and no heat treatment after welding.
[0024] After testing, the mechanical properties of the welded high-strength nuclear power steel thick plate butt joint are as follows: the tensile strength of the weld is R m =665MPa, joint cold bending (side bending) d=3a, 180° qualified, weld imp...
Embodiment 2
[0026] Base material: -50℃ nuclear power steel with tensile strength of Rm645MPa and yield strength Rel of 550MPa, the thickness combination of the steel plate is 48mm+48mm; the size of the test plate is 600mm×400mm×48mm;
[0027] The submerged arc welding groove adopts a double-sided symmetrical U-shaped groove, the groove angle is 60°, and the blunt edge is 6mm and R6mm;
[0028] Welding material matching: WGX1 welding wire, wire diameter Ф4.0mm; flux is CHF105, mechanical properties of deposited metal are R el =560MPa, R m =650 MPa, A=24%, Z=66%, impact energy -50℃KV 2 =117J;
[0029] For butt joint welding, the welding current is 680~670A, the welding voltage is 33V, the welding speed is 41~39cm / min, and the welding line energy is 32~33J / cm. At 170~180(℃), no preheating before welding and no heat treatment after welding.
[0030] After testing, the mechanical properties of the butt joints of the welded high-strength nuclear power steel thick plates, the tensile strengt...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com