Method for weakening corner part heat transmission of continuous casting crystallizer
A continuous casting crystallizer and crystallizer technology, which is applied in the field of weakened corner heat transfer of square, rectangular or plate continuous casting crystallizers, and can solve the problems of detachment of billet shells at the corners, difficulty in mold manufacturing and design, and high cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0021] Example 1 as figure 1 As shown, the deep-hole heat insulation structure is adopted. Drill a deep hole 5 at the central part of the crystallizer corner 2 upper mouth, or as figure 1 Drill several deep holes 5 shown in the right part, and the present embodiment preferably drills 3 deep holes at most, and the diameter of the deep holes 5 is 1 / 4~1 / 2 of the wall thickness of the crystallizer corner 2. Wall thickness 20mm is example, preferably 5~10mm, if the central point of drilling deep hole 5 is not in the wall thickness center of crystallizer corner 2, then the preferred upper limit of deep hole diameter size, the depth of deep hole 5 extends from crystallizer upper mouth to The molten steel is poured 100-300mm below the meniscus. Adhesive glue or plastic rod 6 is filled in the deep hole 5 . When the molten steel starts to be poured in the mold cavity 4, the outer wall of the mold 3 is taken away by high-speed cold water to promote the solidification of the molten ste...
Embodiment 2
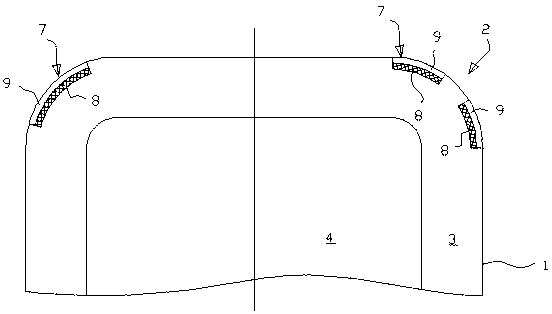
[0022] Example 2 as figure 2 As shown, the trough insulation structure is adopted. Process a groove 7 on the outer wall 1 of the crystallizer corner 2, or as figure 2 Processing several grooves 7 shown in the right part, the present embodiment preferably processes 2 grooves at most, and the depth of groove 7 on the wall thickness of the crystallizer is 1 / 4~1 / 2 of the wall thickness of the corner of the crystallizer. The mold wall thickness is 20 mm as an example, preferably 5-10 mm, and the groove 7 extends to 100-300 mm below the molten steel pouring meniscus in the length direction of the mold. The groove 7 at the corner of the crystallizer is first filled with a heat insulating material gasket 8 of a certain thickness, the heat insulating material gasket 8 is a plastic gasket or adhesive glue; The bolts are crimped on the outer wall of the crystallizer corner groove 7 . The heat insulation material is added to the corner part of the mold, which weakens the heat transfe...
Embodiment 3
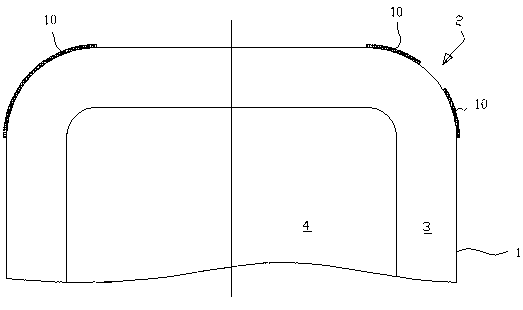
[0023] Example 3 as image 3 As shown, the coating type heat insulation structure is adopted. Spraying or bonding a layer of heat insulating material on the outer wall 1 of the crystallizer corner 2, the heat insulating material is a coating 10, or as image 3 In the spraying or bonding of two thermal insulation coatings 10 shown on the right, the thickness of the coating 10 is determined by the ratio of the material thickness of the coating 9 to the thermal conductivity. If the thickness of the coating 10 is denoted as δ1, the thermal conductivity is denoted as As λ1, the thickness of the crystallizer material is recorded as δ2, and the thermal conductivity is recorded as λ2, then the ratio of δ1 / λ1 is 10% to 30% of the ratio of the crystallizer δ2 / λ2. The thermal conductivity of the sprayed material is 25w / m.k, the coating thickness is 0.2mm, the material of the mold is copper, and its thermal conductivity is 400w / m.k, which can be estimated to be equivalent to about 20% of...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com