Process for forming generator claw pole of vehicle
A generator claw pole and forming process technology, which is applied in the direction of manufacturing tools, metal processing equipment, forging/pressing/hammering machinery, etc., can solve the problems of reducing forming force, low material utilization rate, and large number of equipment, and achieve simplification The effect of forging process, high material utilization rate and high product precision
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0030] specific implementation plan
[0031] The present invention will be described in detail below in conjunction with the accompanying drawings.
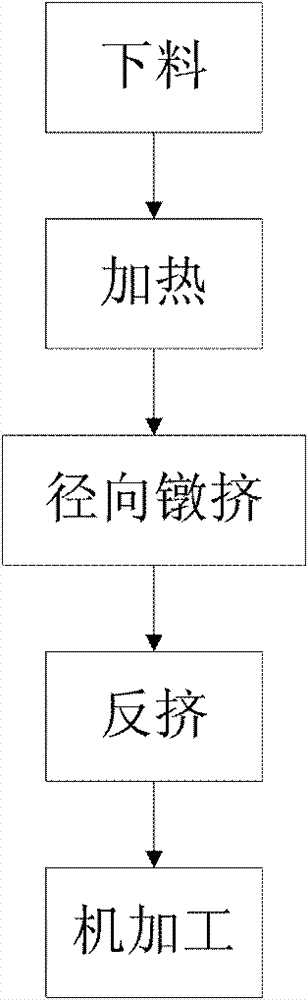
[0032] refer to figure 1 , an automotive generator claw pole forming process, comprising the following steps:
[0033] a. blanking, select pure iron or low-carbon steel as raw material, and use a sawing machine to blank to obtain a blank;
[0034] b. Heating, heating the billet to 1100℃~1200℃ with an induction furnace;
[0035] c. Radial upsetting extrusion, put the heated billet into the radial upsetting extrusion mold, and upsetting and extruding it into intermediate parts;
[0036] d. Back-extrusion claws, put the intermediate piece obtained by upsetting extrusion into the back-extrusion die, and back-extrude it into a final forging;
[0037] e. Machining: Machining the reverse extruded final forgings to make finished workpieces.
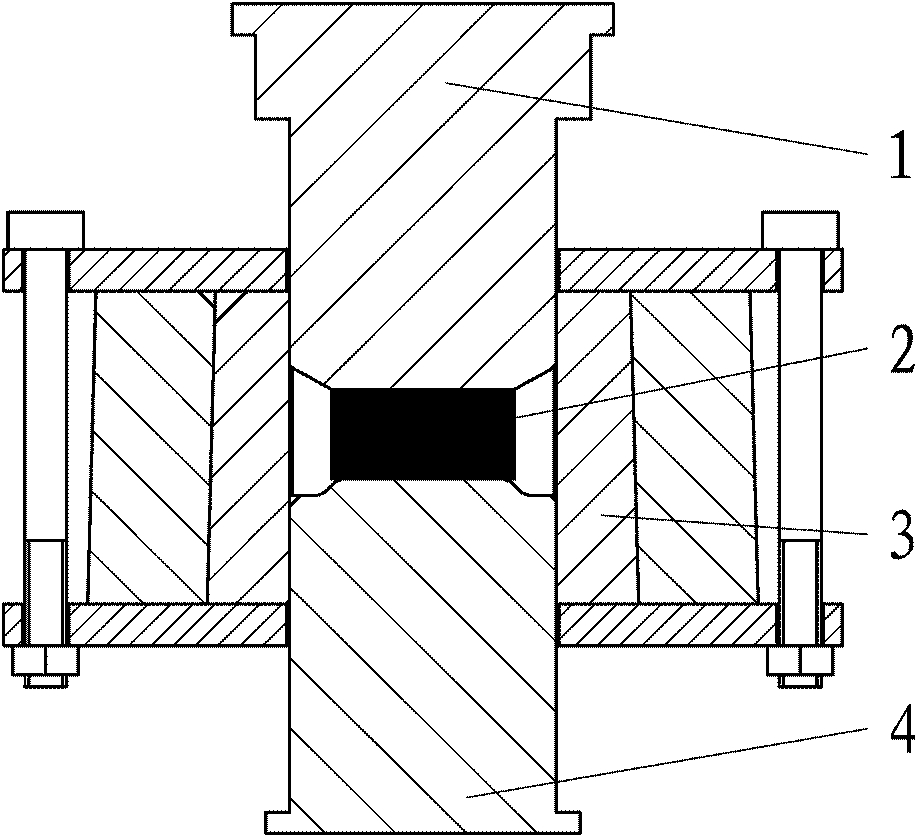
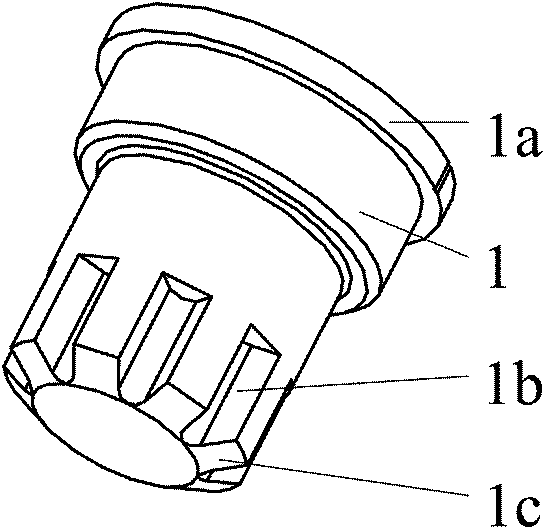
[0038] refer to figure 2 , image 3 , Figure 4 , Figure 5 , the radial upsetting die...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com