Compound technology of titanium carbide reinforced cast iron base brake disc
A composite process and brake disc technology, applied in the direction of manufacturing tools, furnace types, furnaces, etc., can solve the problems of low wear resistance, easy detachment from the matrix, high cost, etc., achieve stable and reliable quality, high bonding strength, and solve the problem of poor reaction full effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
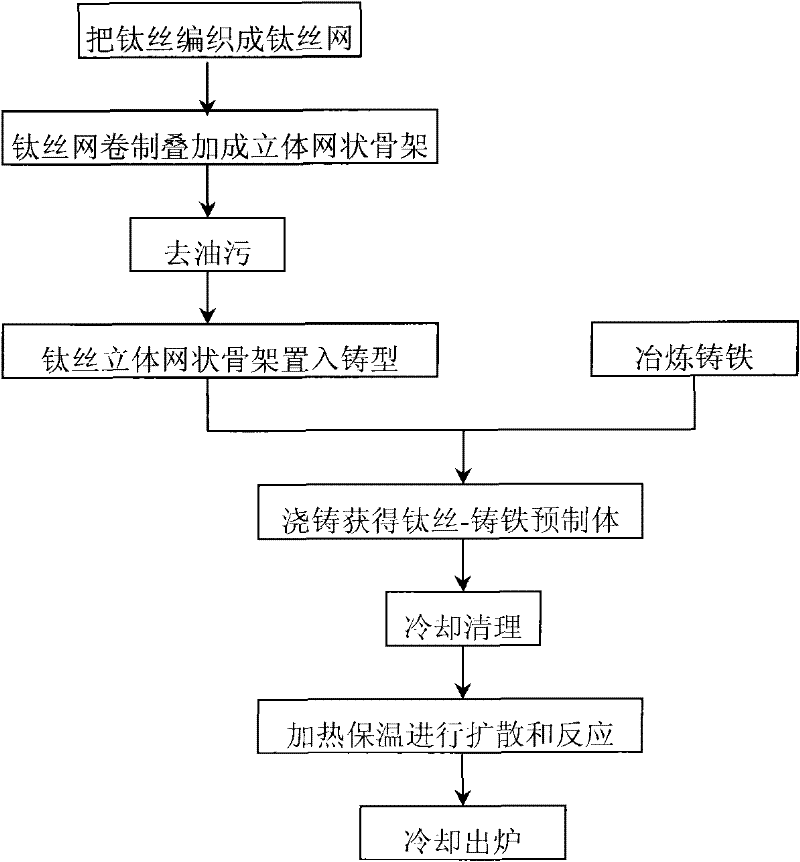
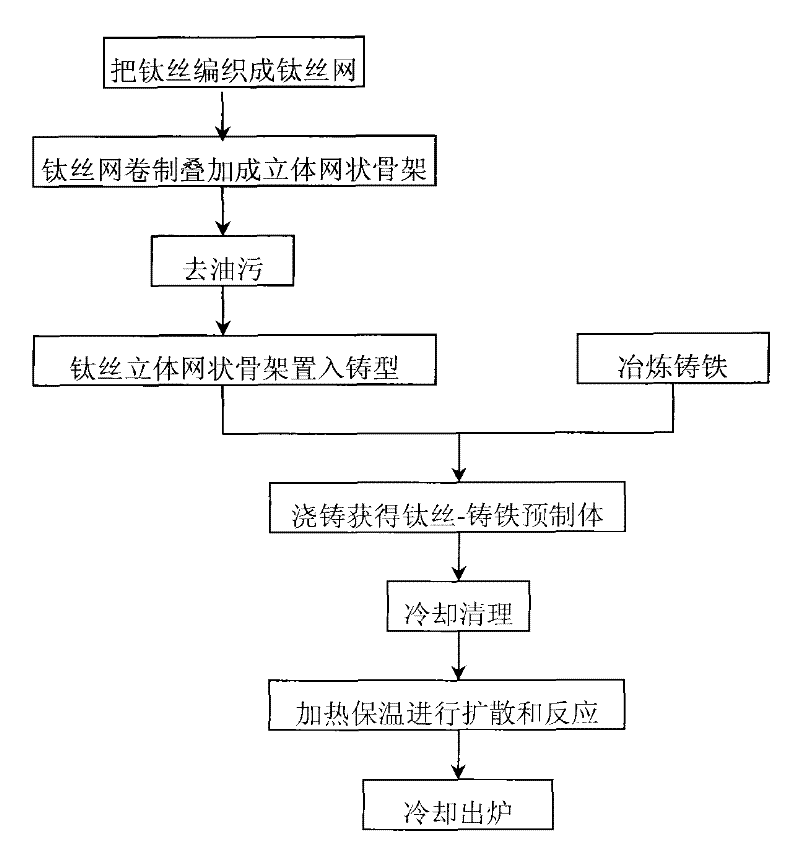
[0027] A. Use 1mm titanium wire to weave into a titanium wire mesh, and roll the titanium wire mesh into a multi-layer titanium wire three-dimensional mesh skeleton that adapts to the shape of the brake disc, where the distance between the titanium wires is 3mm;
[0028] B. Remove the oily debris on the titanium wire three-dimensional mesh skeleton of step A;
[0029] C. Put the titanium wire three-dimensional mesh frame in step B into the cavity of the conventional brake disc casting mold, the thickness of the titanium wire three-dimensional mesh frame is 1 / 3 of the total thickness of the brake disc;
[0030] D. Pour the liquid gray cast iron obtained by conventional smelting into the cavity of the brake disc casting mold in step C until it is filled, and cool at room temperature until the molten metal solidifies to obtain a titanium wire-cast iron binary material prefabricated body;
[0031] E. Clean the titanium wire-cast iron binary material prefabricated body cooled in st...
Embodiment 2
[0033] A. Use 0.1mm titanium wire to weave into a titanium wire mesh, and superimpose the titanium wire mesh to form a multi-layer titanium wire three-dimensional mesh skeleton that adapts to the shape of the brake disc, and the spacing between the titanium wires is 0.2mm;
[0034] B. Remove the oily debris on the titanium wire three-dimensional mesh skeleton of step A;
[0035] C. Put the titanium wire three-dimensional mesh frame in step B into the cavity of the conventional brake disc casting mold, the thickness of the titanium wire three-dimensional mesh frame is 1 / 2 of the total thickness of the brake disc;
[0036] D. Pour the liquid nodular cast iron obtained by conventional smelting into the cavity of the brake disc casting mold in step C until it is filled, and cool at room temperature until the molten metal solidifies to obtain a titanium wire-cast iron binary material prefabricated body;
[0037] E. Clean the titanium wire-cast iron binary material prefabricated bod...
Embodiment 3
[0039] A. Use 2.5mm titanium wire to weave into a titanium wire mesh, make the titanium wire mesh into a single-layer titanium wire three-dimensional mesh skeleton that is suitable for the shape of the brake disc, and the distance between the titanium wires is 10mm;
[0040] B. Remove the oily debris in the titanium wire three-dimensional mesh skeleton of step A;
[0041] C. Put the titanium wire three-dimensional network skeleton of step B into the mold cavity of the conventional brake disc casting mold, the thickness of the titanium wire three-dimensional network skeleton is 2 / 5 of the total thickness of the brake disc;
[0042] D. Pour the liquid nodular cast iron obtained by conventional smelting into the cavity of the brake disc casting mold in step C until it is filled, and cool at room temperature until the molten metal solidifies to obtain a titanium wire-cast iron binary material prefabricated body;
[0043] E. Clean the titanium wire-cast iron binary material prefabr...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com