


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Production method of galvanized steel wire
A production method, galvanized steel wire technology, applied in the field of metallurgy, can solve problems such as corrosion of equipment and workshops, damage to the health of staff, and low production efficiency, and achieve the effects of ensuring integrity, convenient equipment installation, and low cost
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
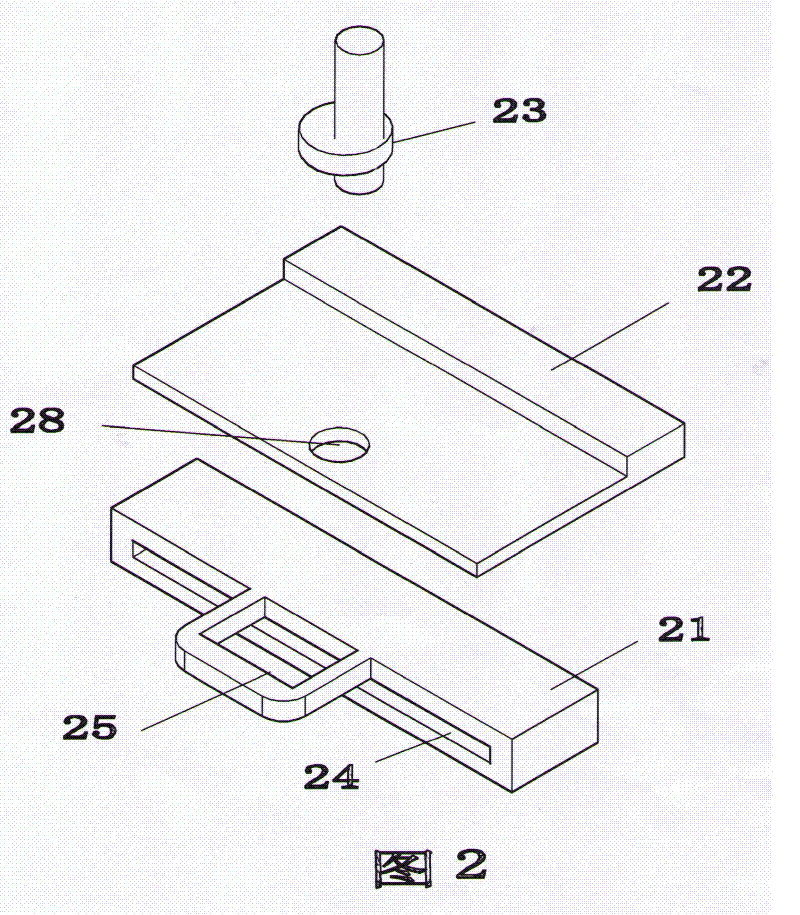
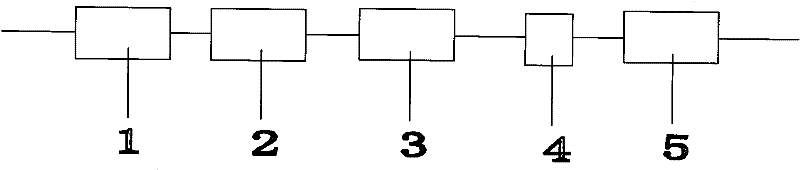
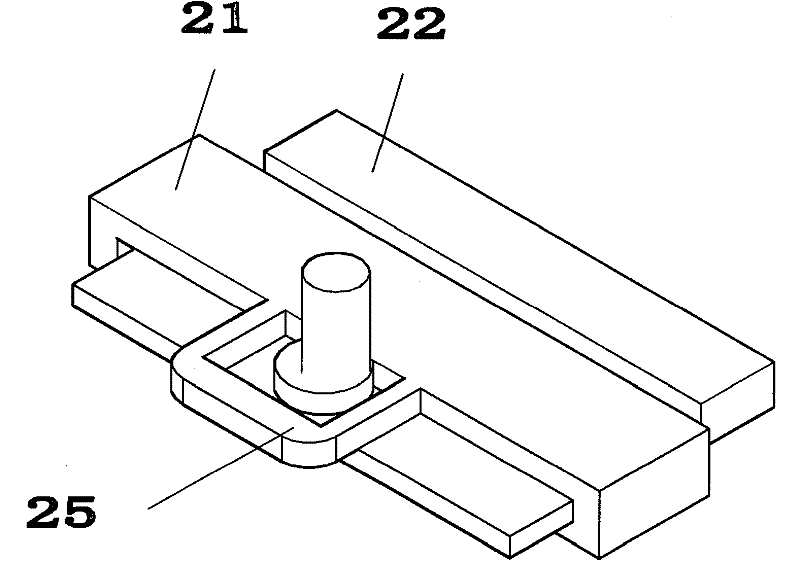
[0027] like figure 1 As shown, the steel wire goes through the process of unwinding, mechanical stress relief 1, ultrasonic composite cleaning 2, water washing 3, assisted plating 4, hot-dip galvanizing 5, and winding process in sequence, and finally completes the hot-dip galvanizing of the steel wire. After the steel wire comes out of the disc unit, it first passes through two sets of stress relief devices whose directions are perpendicular to each other. After the steel wire bypasses the crimping wheel, it becomes corrugated, and the stress of the steel wire is eliminated by repeated bending deformation. Stress relief adopts two sets of directions perpendicular to each other such as figure 2 , image 3 , Figure 4 The shown stress relief device includes a bracket, the bracket includes a fixed base 21, a movable plate 22 and an eccentric shaft 23, the fixed base 21 is provided with a horizontal and transverse hole 24, and the side above the hole 24 is provided with an ecc...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com