


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Gas shield welding wire
A technology of gas shielded welding and welding wire, applied in welding medium, welding equipment, welding equipment and other directions, can solve the problems such as failure to meet applicable requirements, failure to solve corrosion resistance problems, low low temperature impact toughness, etc., and achieve excellent welding operability , Improve the efficiency of welding operation, the effect of high and low temperature shock absorption
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1)
[0029] The embodiments of the present invention are described in detail below: the present embodiment is implemented under the premise of the technical solution of the invention, and detailed implementation and test data are provided, but the protection scope of the present invention is not limited to the following embodiments.
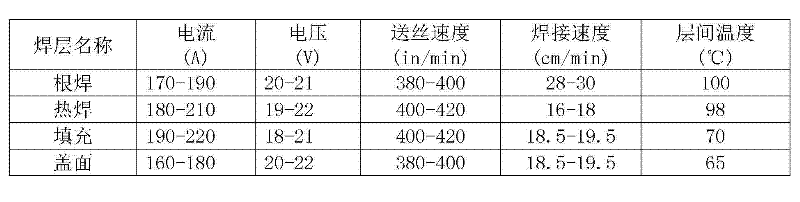
[0030]A gas shielded welding wire whose Pcm is 0.226, nickel+molybdenum+titanium is 0.69%, and Mn / (Si+P) is 2.58 is selected, and its specific composition percentage is expressed as: C: 0.10; Si: 0.58; Mn: 1.53 ; P: 0.013; S: 0.005; Cr: 0.032; Ni: 0.337; Mo: 0.271; Ti: 0.083; Cu: 0.08; This welding consumable is used in the test for a pipe made of API X80, with a diameter of φ1219mm and a wall thickness of 18.4mm. The welding method is gas metal arc welding (GMAW), and the welding direction is downward, which is used for root welding, heat welding, filling welding and cover welding respectively. The welding parameters are as follows:
[0031]
[...
Embodiment 2)
[0048] A gas shielded welding wire whose Pcm is 0.223, nickel+titanium+boron is 0.87%, and Mn / (Si+P) is 3.32 is selected, and its specific composition percentage is expressed as: C: 0.07; Si: 0.53; Mn: 1.8 ; P: 0.013; S: 0.006; Cr: 0.024; Ni: 0.75; Mo: 0.008; Ti: 0.108; Cu: 0.17; This welding consumable is used in the test for a pipe made of API X80, with a diameter of φ1219mm and a wall thickness of 18.4mm. The welding method is gas metal arc welding (GMAW), and the welding direction is downward, which is used for root welding, heat welding, filling welding and cover welding respectively. The welding parameters are as follows:
[0049]
[0050] Appearance Inspection and Radiographic Inspection:
[0051] project
in conclusion
project
in conclusion
width
13-13.5mm
Stomata
none
Yu Gao
1.7mm
none
Wrong Side
0.5mm
none
crack
none
Concave
none
Inc...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com