Laser-electric arc composite welding method through extra electric field
A technology of external electric field and composite welding, which is applied in the field of material processing, can solve the problems of arc electric field strength reduction, etc., and achieve the effects of improving arc stability, promoting ionization, and large welding penetration
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
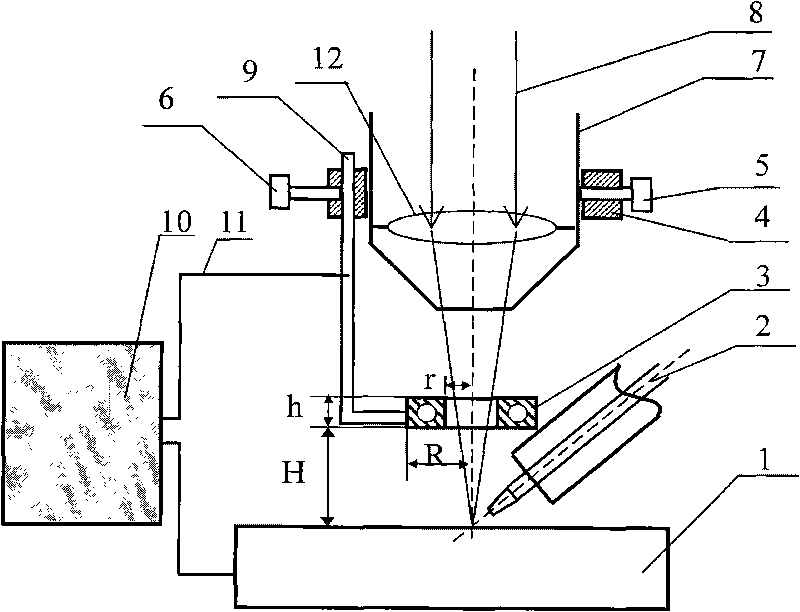
[0019] Embodiment 1, the laser-arc paraxial composite welding method with an external electric field is used to weld Q235B low carbon steel with a thickness of 1.8mm.
[0020] The welding device and the installation of the external electrode are as follows: figure 1 As shown, the laser 8 is arranged paraxially with the arc electrode 2, and the external electrode 3 is a copper alloy circulating water cooling structure with an inner diameter of the cooling water channel of 4mm, the thickness h is 6mm, the electrode radius R is 15mm, and the electrode center opening radius r is 5mm . The cooling water flow rate is 10L / min.
[0021] One end of the conductive connecting rod 9 is fixed with the external electrode 3, and the other end is installed on the fixed support 4 with the fastening screw 6, and the fixed support 4 is installed on the laser gun body 7 with the fastening screw 5, and the external electrode 3 is welded to the The height distance H between the workpieces 1 is 20...
Embodiment 2
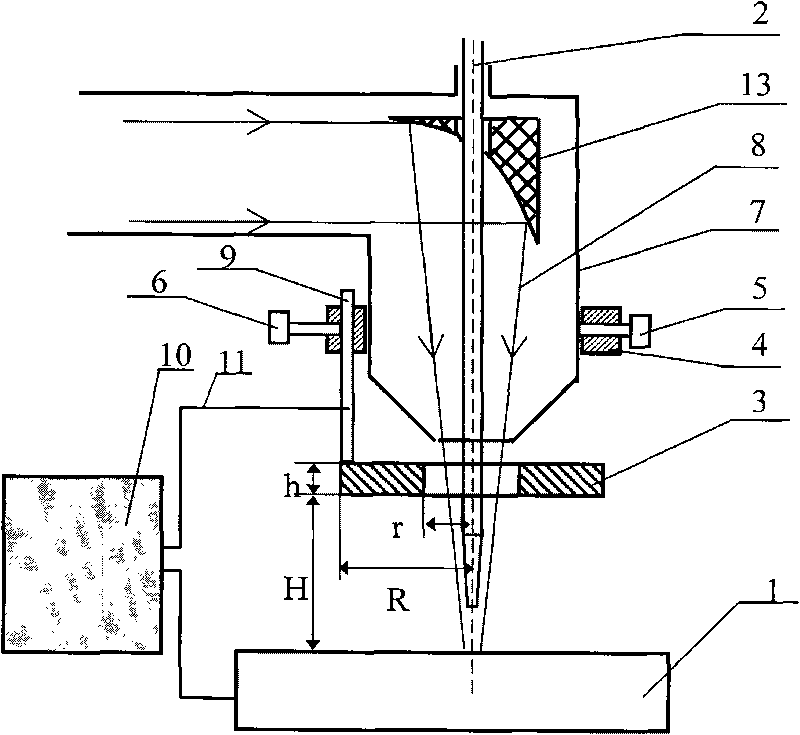
[0024] Example 2, a laser-arc coaxial hybrid welding method with an applied electric field is used to weld a 3.5 mm thick AZ31B magnesium alloy.
[0025] The welding device and the installation of the external electrode are as follows: figure 2 As shown, the height distance H between the external electrode 3 made of red copper and the workpiece 1 to be welded is 50mm, the thickness h is 8mm, the electrode radius R is 40mm, and the central hole radius r is 16mm. on workpiece 1. The installation of the external electrode 3 is the same as in the first embodiment.
[0026] Pulsed YAG laser-DC TIG arc coaxial composite welding is adopted, the average laser output power is 350W, the arc welding current is 100A, the arc voltage is 28V, the welding speed is 700mm / min, and the output voltage of DC stabilized power supply 10 is 180V.
[0027] Compared with common pulsed YAG laser-DC TIG arc coaxial hybrid welding without external electric field under the same welding parameters, the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| radius | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com