Method for controlling strip-steel head and tail temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
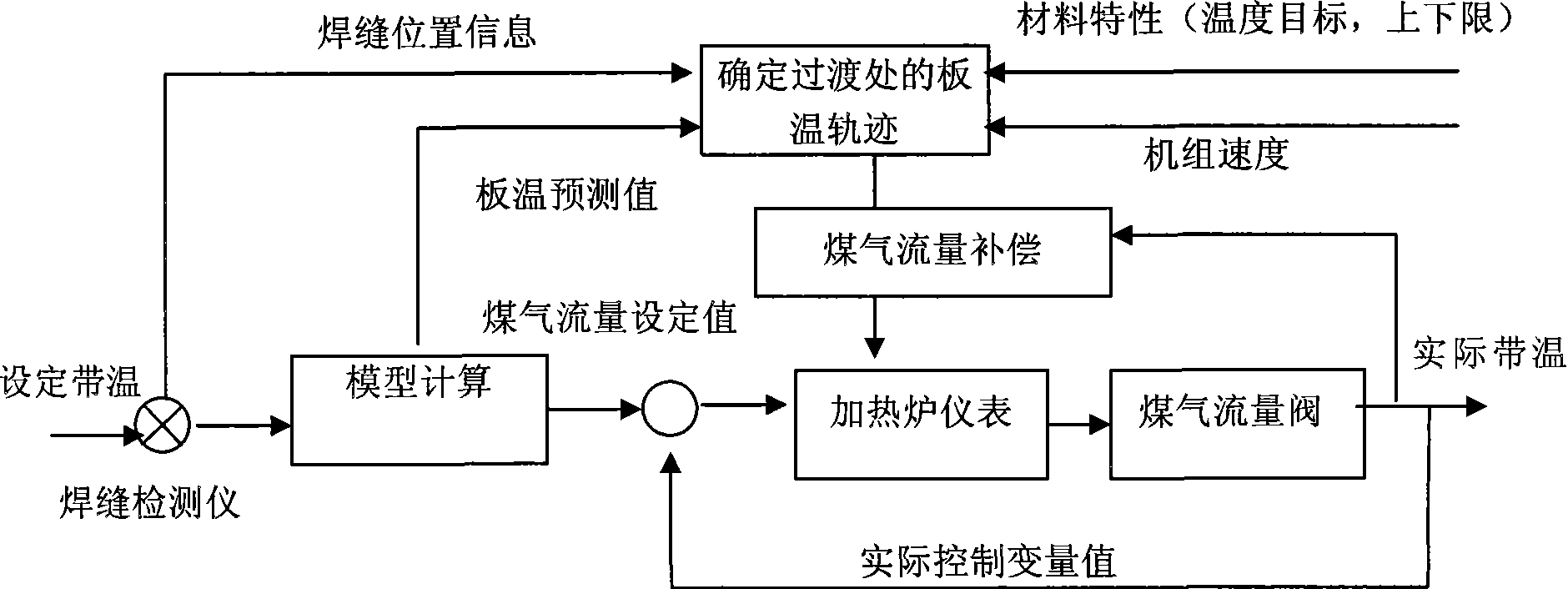
[0054] Such as image 3 , as shown in 4:
[0055] A. Use the weld detector to detect the strip weld within a certain distance before the next strip enters the heating furnace.
[0056] B. Using a mathematical model, calculate the predicted value Tout of the plate temperature of the strip steel at the exit of the heating furnace and the change of the plate temperature. The mathematical calculation formula:
[0057] Tout={TF-TSi} SVF+TSi
[0058] SVF ≡ Tout - TSi TF - TSi = 1 - exp [ - 1 s 1 ( TV - TVave ) + s 2 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com