Foam reinforced sandwich structure with fiber bundle and preparation method using sewing-thermal expansion curing molding
A technology of sandwich structure and reinforced foam, used in chemical instruments and methods, lamination, lamination devices, etc., can solve the problem of low load, and achieve the effect of improving reinforcement efficiency, shear resistance and impact resistance.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0054] Example 1: 20mm thick reinforced foam sandwich structure
[0055] The first step: making compressed core material
[0056] Put polyurethane foam with a thickness of 36mm into the first mold, then place the first mold with polyurethane foam on the platform of the hot press, press 0.1MPa at the heat deformation temperature of the foam at 90°C for compression treatment, and then Cool to 30°C and demould to obtain 18mm thick compressed core material;
[0057] The second step: making the preform
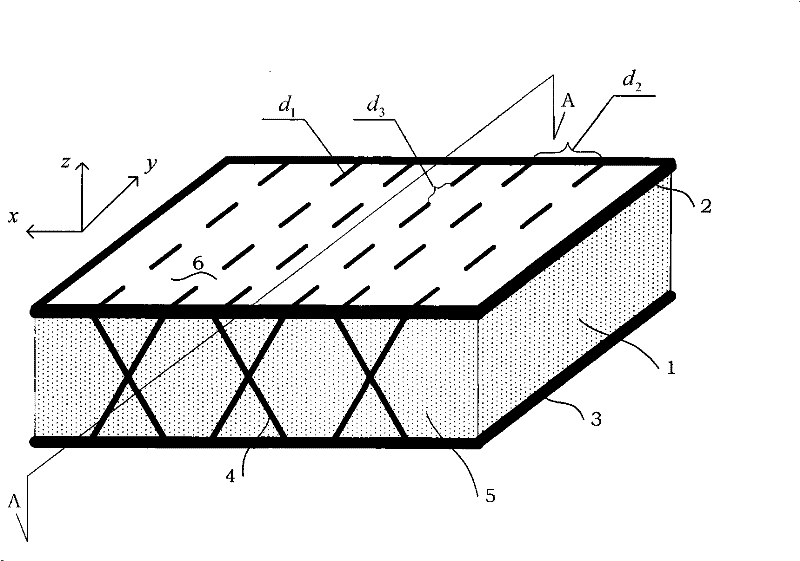
[0058] (A) Tiling 1mm thick glass fiber prepreg to form the lower panel 3;
[0059] (B) Spread the compressed core material 1 on the lower panel 3, and then spread a 1 mm thick glass fiber prepreg on the compressed core material 1, and lay the lower panel 3, the compressed core material 1 and the upper panel 2. forming a preform;
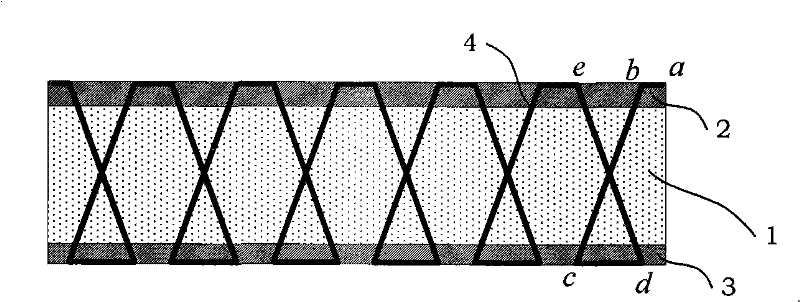
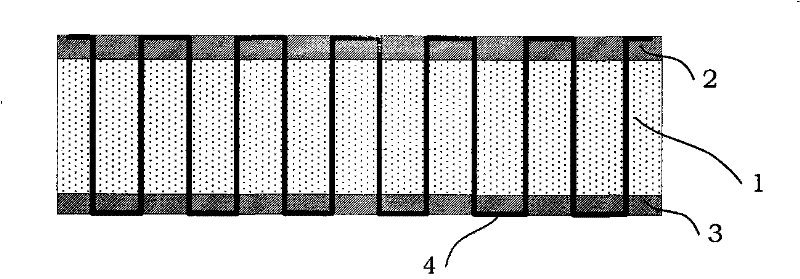
[0060] Step 3: Continuous sewing of fiber bundles
[0061] A fiber bundle with a diameter of 0.5 mm is sewn on the thickness direction of the pre...
Embodiment 2
[0069] Example 2: 78mm thick reinforced foam sandwich structure
[0070] In order to obtain the reinforced foam sandwich structure with fiber bundles, the present invention adopts the combined mode of sewing reinforcement-thermal expansion curing to prepare, which includes the following steps:
[0071] The first step: making compressed core material
[0072] Put the selected phenolic foam with a thickness of 90mm into the first mold, and then place the first mold with the phenolic foam on the platform of the hot press, press 0.3MPa at the foam heat distortion temperature of 150°C for compression treatment, and then After cooling to 25°C, demould to obtain a compressed core material;
[0073] The second step: making the preform
[0074] (A) Laying 5mm thick aramid fiber prepreg (the aramid fiber is impregnated with two-component epoxy resin) to form the lower panel 3;
[0075] (B) Spread the compression core material 1 on the lower panel 3, and spread a 3mm thick carbon fi...
Embodiment 3
[0084] Example 3: 10mm thick reinforced foam sandwich structure
[0085] In order to obtain the foam sandwich structure with fiber bundles, the present invention adopts the combined mode of sewing reinforcement-thermal expansion curing to prepare, which includes the following steps:
[0086] The first step: making compressed core material
[0087] Put polymethacrylimide foam with a thickness of 12mm into the first mold, and then place the first mold with polyimide foam on the platform of the hot press, and heat it at a heat deformation temperature of 240°C Apply a pressure of 0.5MPa for compression treatment, then cool to 30°C and demould to obtain a compressed core material;
[0088] The second step: making the preform
[0089] (A) Tiling 1mm thick carbon fiber prepreg (the carbon fiber is impregnated with two-component epoxy resin) to form the lower panel 3;
[0090] (B) Spread the compression core material 1 on the lower panel 3, and spread a 1mm thick carbon fiber pre...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com