Fracture Water Treatment Method and System
a treatment method and water treatment technology, applied in the direction of machines/engines, well accessories, sedimentation settling tanks, etc., can solve the problems of uneconomical extraction of hydrocarbon molecule compounds contained therein, the cost of production is well above the market price of similar products, and the situation is uneconomical
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
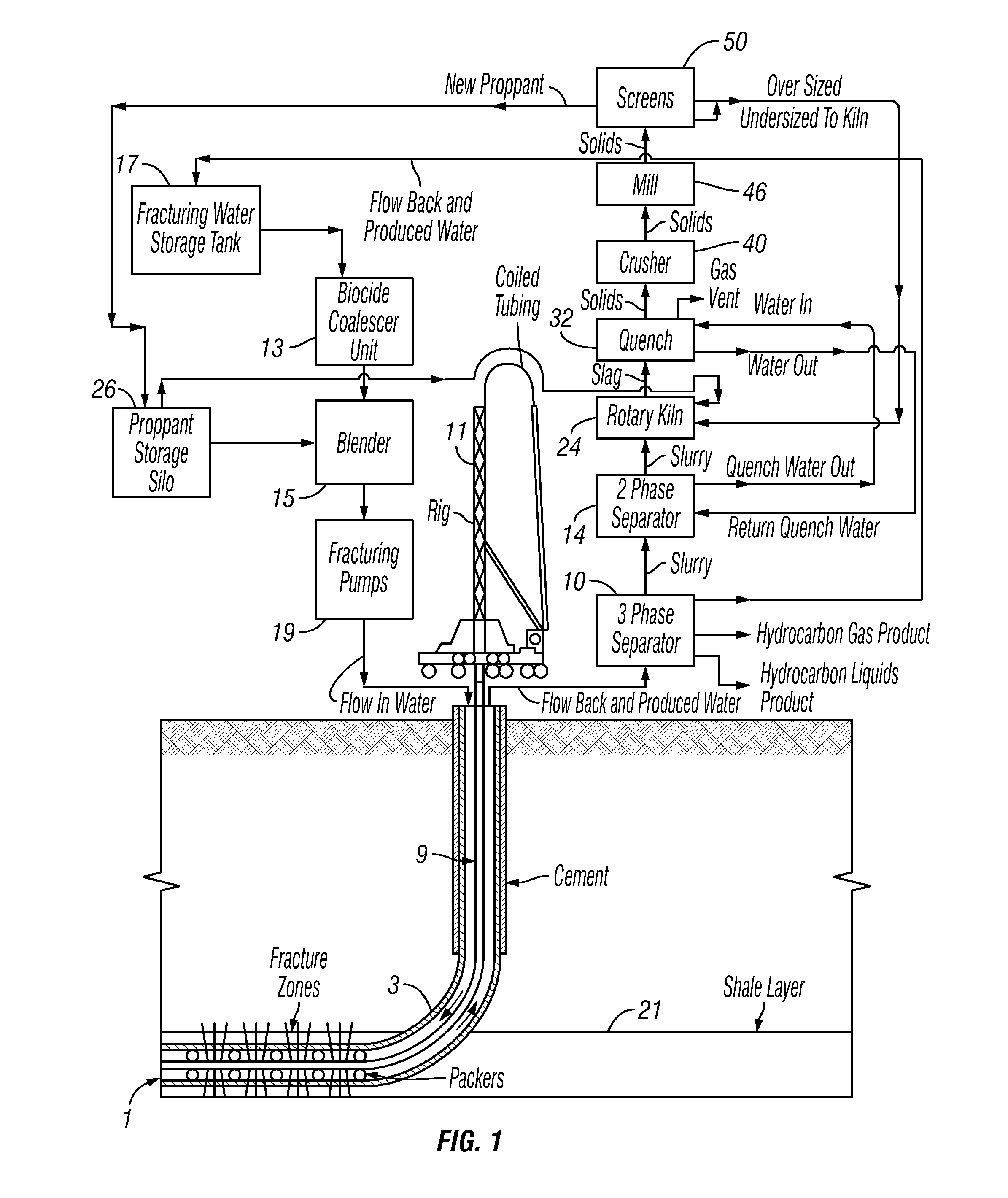
[0110]Referring now to FIG. 1, a flow diagram of the use of the invention in a hydrocarbon well having a well bore 1 with cemented casing 3 passing through fracture zones that are isolated by packers. Coil tubing 9 is inserted by rig 11 for fracture operations known to those of skill in the art.
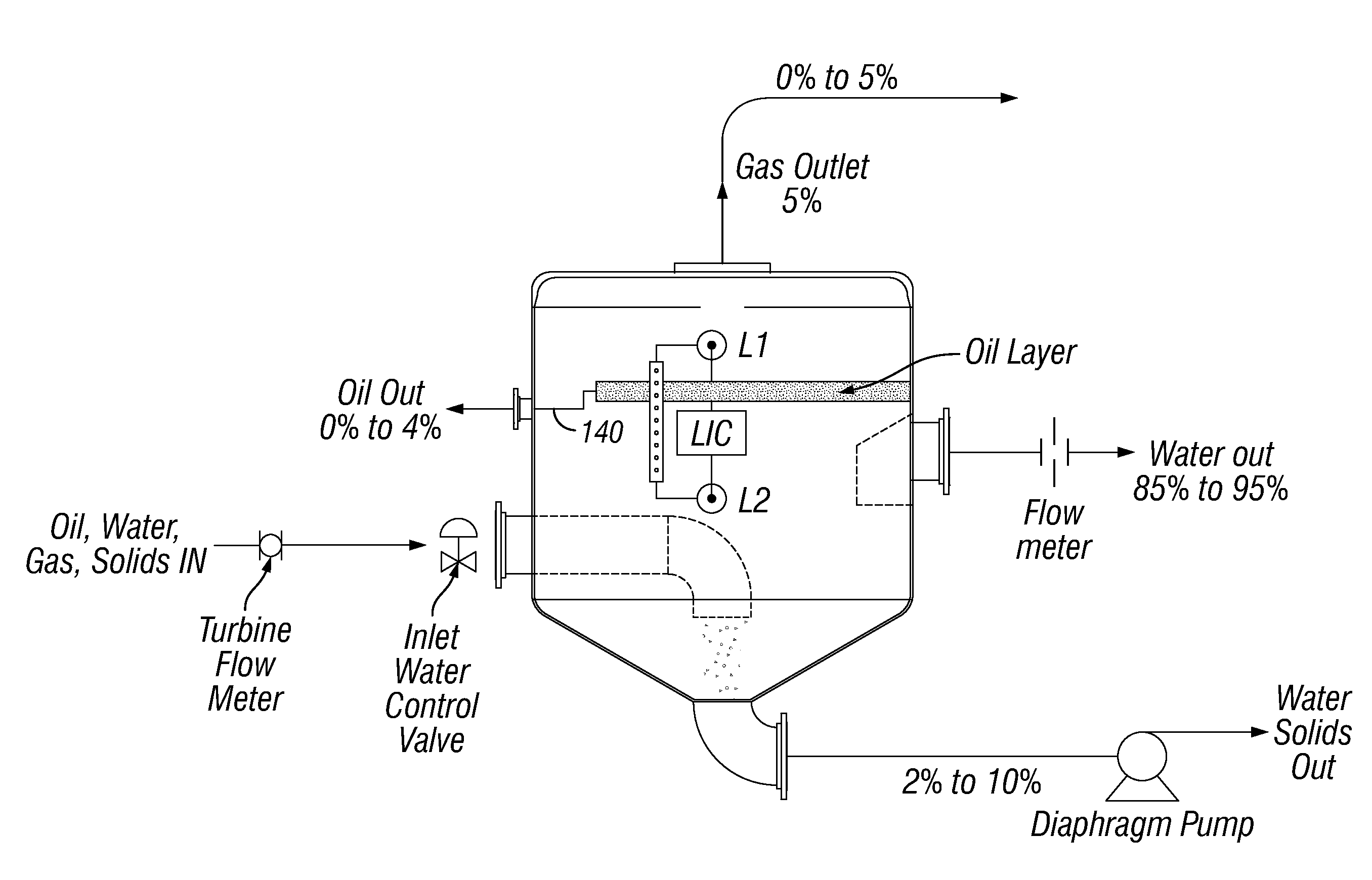
[0111]Flow back (and / or produced) water is routed to three-phase solids / liquids / gas / hydrocarbon / water separator 10, from which any hydrocarbon liquids and gases are produced, and water from separator 10 is routed to a fracturing-water storage tank 17 which may also include water from another source (aka “make up” water). Wet solids are passed from three-phase separator 10 to two-phase separator 14, which produces water that is passed to a quench system 32 and slurry that are passed to kiln 24. Slag is passed from kiln 24 through quench system 32 to crusher 40 and then to mill 46. Milled material is separated into a specified size at screen 50 that is sent to a proppant storage silo 26, which ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Length | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
| Frequency | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com