Active temperature feedback control of continuous casting
a continuous casting and feedback technology, applied in the direction of instruments, instruments, optical radiation measurement, etc., can solve the problems of limited control of temperature, inability to integrate the temperature, and inability to accurately control the temperature, so as to achieve uniform surface temperature
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
example
Testing of In Situ UV Pyrometer and Two-Color Pyrometer
[0073]Testing was performed at a steel mill during a continuous casting process. The test employed a temperature sensor similar to sensor 1800 described above including a UV pyrometer to measure the steel temperature. A NIR (near infrared) pyrometer was also mounted at the same location with a tubular member having a gas purge as described herein. Data was examined to compare the accuracy of the spectra obtained from the two pyrometers.
[0074]The UV pyrometer utilized silicon photodiodes as photon sensors. Two of the photodiodes were filtered with a color glass filter. This provided a useable spectrum of about 350 nm to 450 nm, well overlapping the UV portion of the electromagnetic spectrum. The NIR pyrometer was a Goodrich production model modified to include a purge line. The NIR pyrometer uses a silicon photodiode that is not filtered. It has a standard silicon responsivity with a peak sensitivity at about 850 nm.
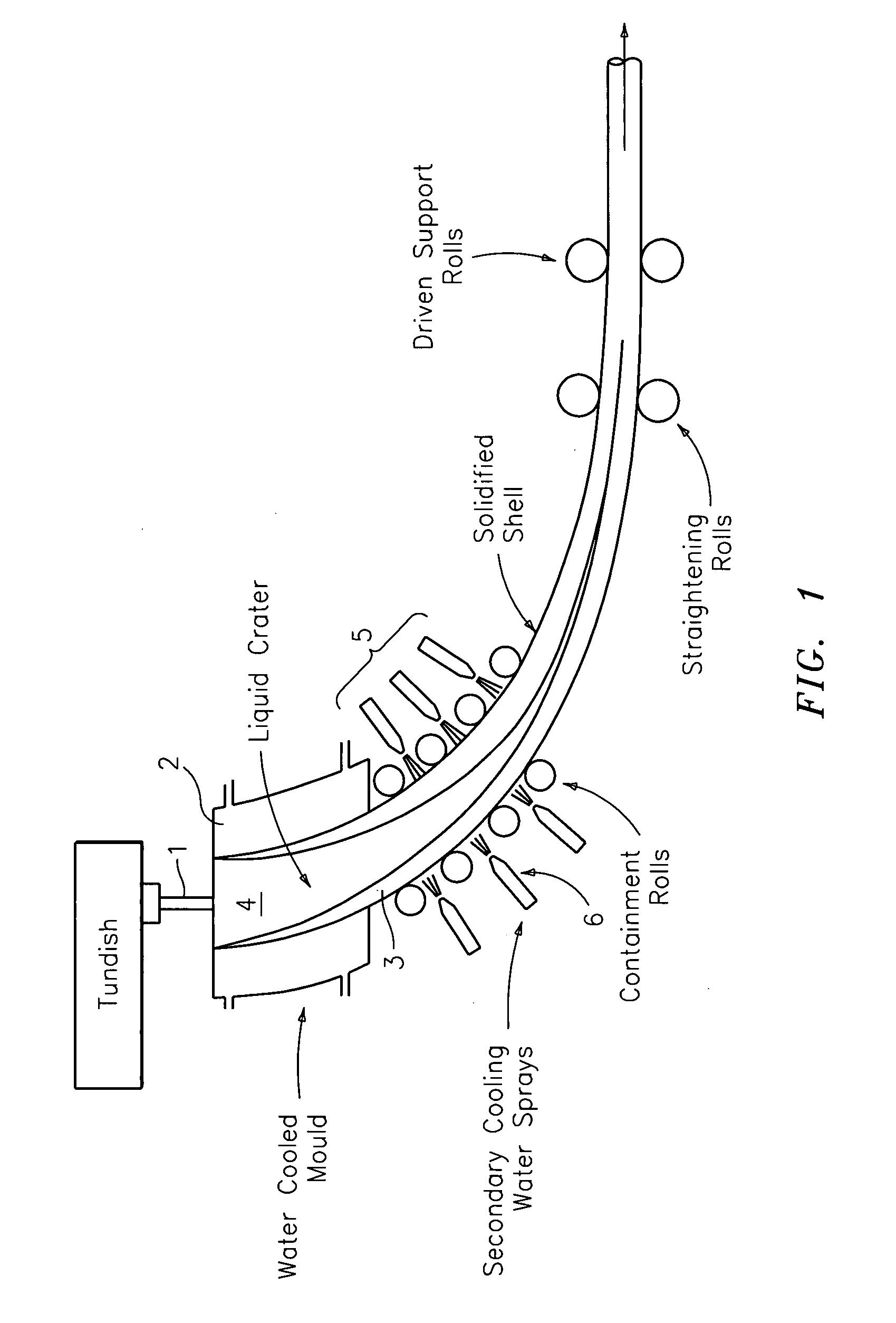
[0075]FIG. 1...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Wavelength | aaaaa | aaaaa |
| Temperature | aaaaa | aaaaa |
| Length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com