Cold-working boring and milling composite technology for automobile front axle
A composite process, the technology of the front axle of automobiles, applied in the field of mechanical processing, can solve the problems of unilateral cutting, difficult to ensure dimensional tolerance, and difficult to ensure the perpendicularity between the kingpin hole and the upper and lower end surfaces, etc., to achieve high machining accuracy and simple process Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0030] Taking the EQ153 type automobile front axle cold working process as example, the present invention is illustrated:
[0031] Process ① Mill the planes of the two leaf spring seats to ensure that the plane where the two kingpin holes are located is perpendicular to the plane of the leaf spring seats to ensure flatness.
[0032] Equipment selection: double-head end milling machine. Guarantee the processing efficiency and the flatness of the two leaf spring seats.
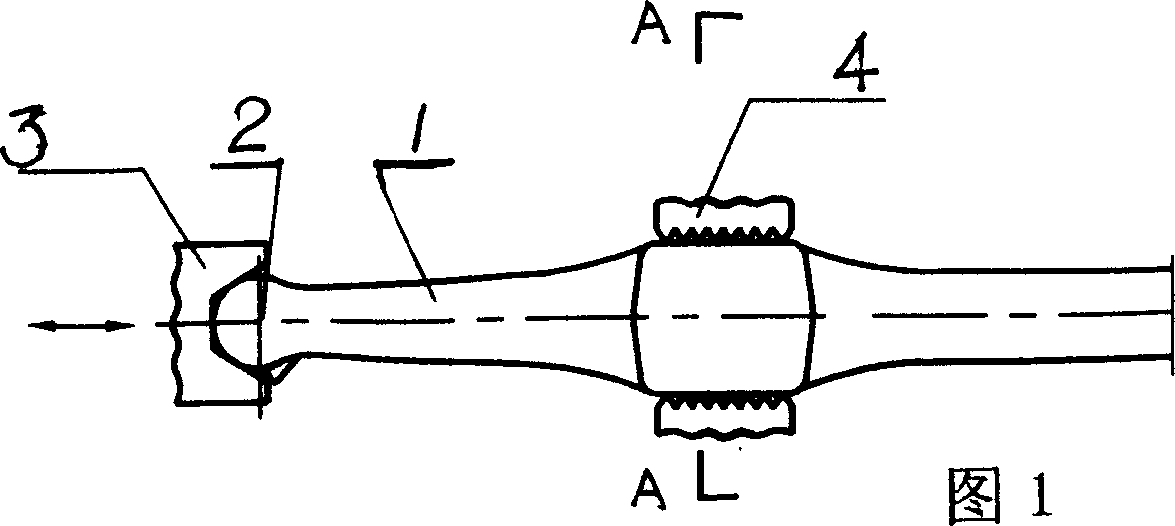
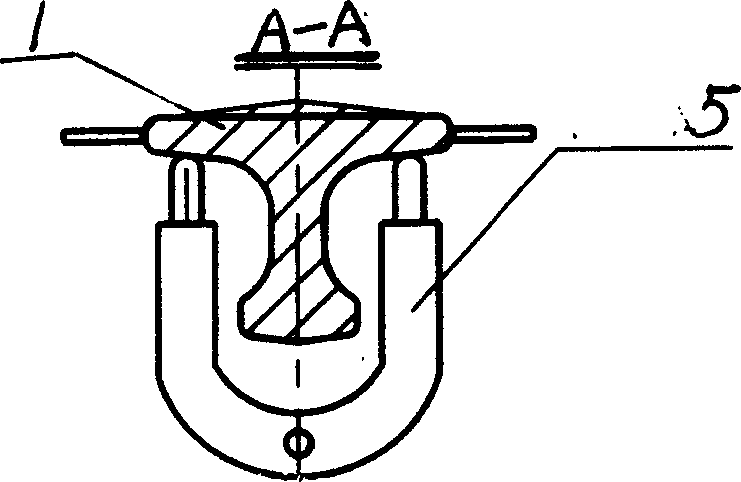
[0033] figure 1, figure 2 The shown process ①Clamping diagram: The outer walls of the two kingpin holes 2 are positioned, and the outer walls of the two kingpin holes 2 are clamped by two movable V-shaped blocks 3 to ensure that the plane where the centerlines of the two kingpin holes are aligned with the two leaf spring seats 1 The plane is vertical. Clamp two leaf spring seats 1 sides with two pneumatic clamps 4 again, simultaneously, add two auxiliary support 5 below two leaf spring seats 1.
[0034] Tool...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com