Welding method for ultra-thin composite layer low-carbon steel - austenitic stainless steel multiple tube adaptor
A technology of austenitic stainless steel and welding method, which is applied in the welding of low-carbon steel composite materials and the field of stainless steel, which can solve problems such as easy to make mistakes and complicated welding process, and achieve the effect of preventing intergranular corrosion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0017] Embodiments of the invention will be further described below with reference to the accompanying drawings:
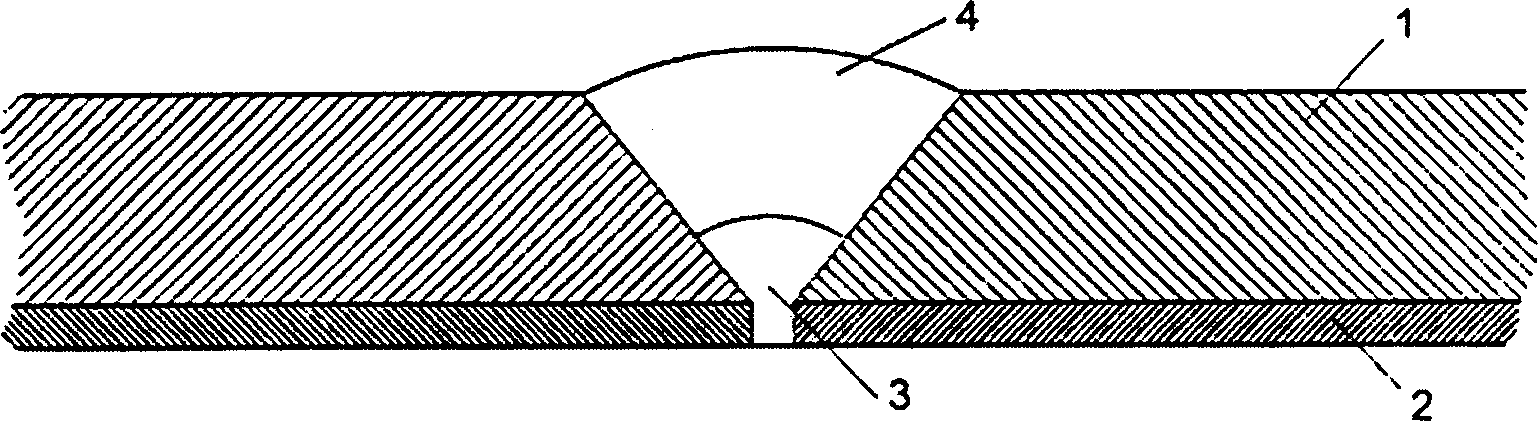
[0018] see figure 1 , 2 , taking 20 steel and OCr18Ni9 austenitic stainless steel composite pipe as an example, in the figure, the carbon steel base layer 1 is 20 steel, the wall thickness is 3mm; the stainless steel composite layer 2 is OCr18Ni9 austenitic stainless steel, the wall thickness is 0.5mm; the groove angle 70°; gap 2mm; when manual argon tungsten arc welding is used for transition layer weld 3, the diameter of the welding wire is Φ2.0mm; when manual arc welding is used for transition layer weld 3, the diameter of the electrode is Φ2.5mm.
[0019] Adopt the method of argon arc welding transition layer weld 3 and arc welding base weld 4, argon arc welding adopts ultra-low carbon 25-13 austenitic stainless steel welding wire, arc welding base weld 4 adopts the method corresponding to the base material When welding the transition layer with argon arc we...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com