


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Longitudinal seam welding process for offshore wind power tower steel plate structure
A technology of longitudinal seam welding and offshore wind power, applied in welding equipment, non-electric welding equipment, manufacturing tools, etc., can solve the problem of difficulty in ensuring a consistent level of height, unstable structural strength of the barrel section, and affecting the structural strength of the ring seam, etc. problems, to achieve the effect of ensuring structural strength and welding quality, small deformation, and improving welding efficiency
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
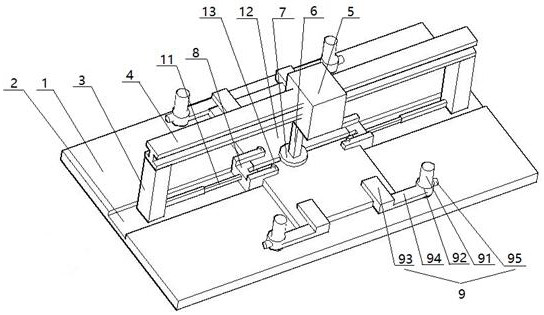
[0033] The invention discloses a specific implementation method of a longitudinal seam welding process for a steel plate structure of an offshore wind power tower, which includes the following steps:
[0034] S1. Special steel plate welding device for positioning, such as figure 1 As shown, the steel plate welding device includes a rigid base plate 1 and a slot 2 placed on the central axis of the upper end surface of the rigid base plate 1. The two ends of the slot 2 are connected vertically upward with telescopic columns 3, and there is a beam 4 between the two telescopic columns 3. The crossbeam 4 is provided with a driving group 5 that can move along the extension direction of the crossbeam 4, the lower end of the driving group 5 is connected with a connecting column 6, the lower end of the connecting column 6 has a shaft disc 7, and the lower end of the shaft disc 7 has a stirring shaft 10, two The end faces of the opposite sides of the telescopic column 3 respectively hav...
PUM
| Property | Measurement | Unit |
|---|---|---|
| length | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com